Processing conditions for "Superoll" roller burnishing tools
Processing conditions for “Superoll”
 Pre-processing
Pre-processing - Pre-processing dimensions
- Driving machine
- Lubrication and cleaning
- Thickness of processed parts
- Hardness of processed parts
- Rotation speed and feeding
- Parts that cannot be processed with Superoll
Pre-processing
Superoll processing is the process of smoothing metal surfaces with rollers, and the surface shape after pre-processing plays an important role on the finished surface.
It is possible to obtain a uniform finished surface with single-point cutting by a lathe or boring machine operating on a regular feeding pattern, but it is difficult for drilling and other processes that partially make deep scratches to crush and erase those scratches perfectly.
Pre-processing by boring
Pre-processing by drilling
Pre-processing dimensions
During internal Superoll processing, the work on internal diameter will be expanded by the amount that the metal surface is smoothed. (This is reduced during external Superoll processing.)
The pre-processing dimensions must be determined by considering the amount of change in the internal diameter so as to complete it within the specified dimensional tolerance. Because the amount of change in the internal diameter depends on the material properties, hardness, and burnishing amount, the optimal value should be determined based on testing the first two to three workpieces while referring to the table below, and then apply consecutive processing.
| Process diameter | Range in amount of internal diameter expansion |
|---|---|
| mm | mm |
| 4.5 - 7.6 | 0.005 - 0.020 |
| 8.0 - 14.5 | 0.007 - 0.025 |
| 15.0 - 24.0 | 0.015 - 0.035 |
| 25.0 - 44.0 | 0.020 - 0.040 |
| 45.0 - 74.0 | 0.025 - 0.045 |
| 75.0 - 200.0 | 0.030 - 0.060 |
![]()
Drive machine
As long as the Superoll has the specified rotation speed and feeding, it can be used for any machine, and therefore, it does not require a special drive machine. Because it does not require a high torque like the cutting process, the drive machine uses less power and can be easily attached to an all-purpose drill press lathe, turret lathe, boring machine, or drilling unit.
When Superoll processing is performed consecutively with a cutting process, such as the NC lathe, CNC automatic lathe, or machining center, it requires a swarf treatment such as cleaning with coolant.
Lubrication and cleaning
The Superoll process generates a very small amount of metal powder. Use the high liquid machining fluid for the purpose of cleaning when processing.
Sugino provides Superoll oil dedicated for Superoll processing. The degree of cleaning by the machining fluid affects the roughness of the finishing and lifetime of the Superoll. When the machining fluid is used in circulation, it is recommended to use a filter device. Choose the accuracy of the filter in the range of 5 to 40 μm according to the finishing surface roughness.
Superoll-OIL (oil-based)

Mix in either kerosene or light oil until the oil makes up 5% of the mixture. The main component is phosphoric ester, which in particular focuses on oil film strength and adds rust prevention.
Superoll-OIL (water-soluble)

Mix water-soluble oil (solution type) until the Superoll oil makes up 5% of the mixture. It is excellent for permeability, cooling performance, washability, separability of oil, and corrosion resistance. It does not contain EP substances (chlorine, sulfur).
![]()
Hardness of processed parts
The hardness of the workpiece that can be processed with Superoll normally has a limitation of HRC40. For processing of workpieces that have a high level of hardness by heat treatment, CAT'S EYE is recommended.
Contact us for other special uses.
![]()
Thickness of processed parts
The processed parts require enough thickness (20% of internal diameter or above) to withstand pressures from the Superoll process.
If there is insufficient thickness, waviness can occur on the surface and the roundness can deteriorate. This can be handled as follows.
- Process using the special Superoll, which has a higher number of rollers.
- Improve the surface roughness caused by pre-processing and minimise burnishing amounts.
- Perform Superoll processing before reducing the thickness.
![]()
Shape of the processed parts
Non-uniformity on the finished surface may occur when the Superoll processed parts have a big intersecting hole or key slot. In this case, it should be treated by nonstandard tools with higher number of rollers.![]()
Rotation speed and feeding
The Superoll is operated by rotating it to the right. The same result can be obtained by fixing the Superoll and rotating the material to be processed.
The rotation speed and feeding are set to the value in the chart below as a standard, depending on the processed diameter.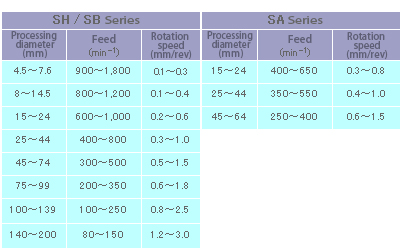
![]()
Parts that cannot be processed with Superoll
When processing a blind hole or stepped shaft with the Superoll, there are parts that cannot be superoll processed. Dimension A is in the chart below.
- Part of the roller tip R
- Length from the tip of the roller to the tip of the frame
- Recess from the tip of the frame to the process part end face
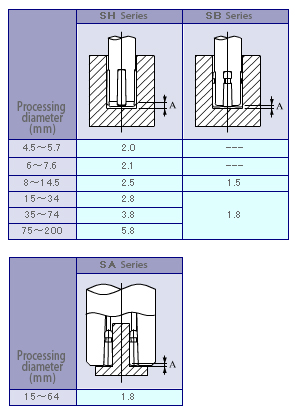
Notes: For the mandrel from the tip of the roller or the head allowance, perform grinding removal until the same position as the tip of the roller is reached after setting the tool diameter so as to minimize the dimensions that cannot be Superoll processed.![]()
Roller burnishing Q&A related page
![]()
