关于小径、深孔枪钻机床的Q&A

- Q1 枪钻机床是怎样的动力头?
- Q2 和麻花钻有什么区别?
- Q3 枪钻机床的组成?
- Q4 任何材质都可以加工吗?
- Q5 枪钻机床可加工至多深?
- Q6 孔的弯曲程度如何?
- Q7 孔的表面粗糙度如何?
- Q8 枪钻机床的切削条件如何?
- Q9 枪钻机床是否能够进行二次研磨?
- Q10 切削液应使用哪种产品?
- Q11 枪钻机床的寿命如何?
- Q12 听说能加工经过淬火的材质,是真的吗?
Q1 枪钻机床是怎样的动力头?
枪钻机床是一种对于传统加工方案难以加工的深孔,无需进行分步进给即可进行高精度加工的钻孔动力头。
![]()
Q2 和麻花钻有什么区别?
麻花钻在进行深孔加工时,需要进行分步进给,因此需要消耗大量的加工时间。
而枪钻机床无需进行分步进给即可加工,因此能够以极高的效率进行钻孔加工。
![]()
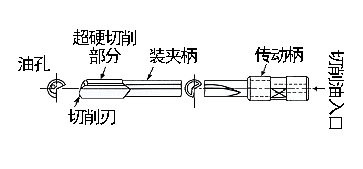
Q3 枪钻机床的组成?
枪钻机床由硬质合金刀具和装夹柄、传动柄三部分组成。装夹柄、硬质合金刀具都呈V字型截面,装夹柄中空。
其内部为切削液的流路,从刀部端面的油孔喷射出切削液。
由于切屑与喷射出的切削液一起通过刀具和装夹柄部位的V字槽,从后方排出,因此无需进行分步进给即可进行深孔加工。
![]()
Q4 任何材质都可以加工吗?
可加工S45C、SCM材等SUS材和铝材等多种材质。根据加工条件,也可对钛合金等难削材质进行加工。
![]()
Q5 枪钻机床可加工至多深?
一般可达到孔径的50~100倍左右。
![]()
Q6 孔的弯曲程度如何?
由于枪钻机床通过钻开的孔进给,因此可获得出色的平直度和偏心精度。
虽然也和加工条件有关,
- 以150mm的长度,将直进度控制在0.01mm以下
- 以150mm的长度,将偏心精度控制在0.2mm以下
。
此外,使用枪动力头床LR,使工件朝着与枪孔钻相反的方向旋转,能够以150mm的长度,将偏心精度控制在0.03mm以下,可大幅提高加工孔的偏心率精度。
![]()
Q7 孔的表面粗糙度如何?
枪动力头床的硬质合金刀具中装有导向块 。
该导向块压在孔内侧,会产生磨光效果,因此可获得Ra3.2~0.2μm的出色表面粗糙度。
![]()
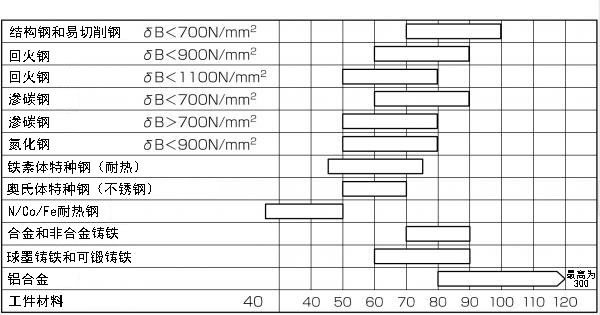
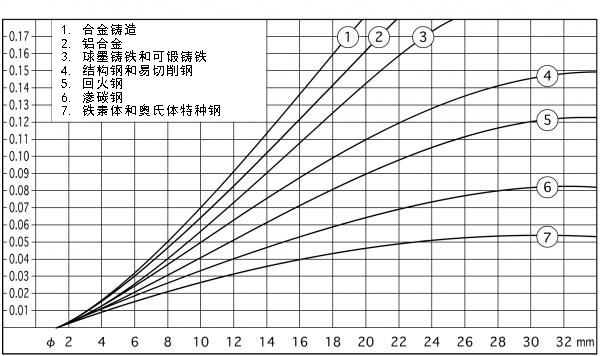
Q8 枪钻机床的切削条件如何?
通过枪动力头床的钻孔可通过高转速和相对较低的进给速度进行。
下表为正常的切削速度和进给速度。
切削速度(m/min)
进给速度(mm/rev)
![]()
Q9 枪钻机床是否能够进行二次研磨?
能够进行二次研磨。
![]()
Q10 切削液应使用哪种产品?
请使用不含氯系列油性切削液。
Daphne Marg PlusGD-10(出光兴产)等比较适合。
![]()
Q11 枪钻机床的寿命如何?
虽然也和加工条件有关,作为加工实绩,以SCM材、Φ2.5、深度为100mm的加工,用于150~200个,需进行二次研磨。
![]()
Q12 听说能加工经过淬火的材质,是真的吗?
曾对SCM材(硬度HRC40)进行过Φ5、深度为273mm的钻孔加工。
另外,也曾对经过渗碳淬火的材质进行过Φ3.5、深度为134mm的加工。
详情请咨询本公司最近的营业处。
![]()
