伺服式钻削动力头 “SSV5”加工案例1(替换液压式动力头)
- 加工案例1 SSV3型(1)
- 加工案例2 SSV3型(2)
- 加工案例3 SSV5型(1)
- 加工案例4 SSV5型(2)
加工案例3 伺服钻削 SSV5 型(1)
| 伺服钻削形式 | SSV5-2610 |
|---|---|
| 加工工件 | 曲轴箱的油位表孔 |
| 加工材质 | FC250 |
| 加工形状 | 1-φ12钻孔×28L + φ23锪圆柱沉孔×3L |
| 刀具 | 成形刀具形状 硬质合金钻头 |
加工前
 通过液压滑动+钻削主轴实现加工
通过液压滑动+钻削主轴实现加工
行程:250mm
加工后的效果
- 300mm的长行程,无需滑动台。
- 由于使用刀具长度变短,刀具寿命增长,费用减少。
此外,由于刀具刚性上升,因此钻孔和锪圆柱沉孔部位(油位表端面)的加工面质量上升。 - 通过NC控制的程序选择,实现了多品种加工。
- 通过第2原点的设定,缩短了加工时间。此外,可方便地更换刀具。
- 通过同时变更主轴的进给速度和转速,获得了最佳的切削条件,缩短了加工时间、提高了加工质量(加工面、精度)。
- 无需液压槽组件、配管工事、电磁阀等附带机器,降低了成本。
此外,消除了因季节(冬季的液压油温度低下,导致进给速度的下降)而产生的产量偏差,可方便地实现生产计划。

![]()

液压滑动组件+ 伺服钻削SSV5型的加工面
主轴组件的加工面
加工条件
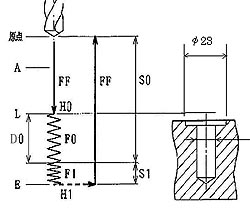 A : 第二原点 50mm
A : 第二原点 50mm
L : 切削开始点 212mm
E : 切削终止点 257mm
D0: 切削距离 35mm
F0: 切削进给速度 119mm/min(0.12mm/rev)
F1: 切削进给速度 79.6mm/min(0.1 mm/rev)
S0: 主轴转速 1,000min -1 (V=36m/min)
S1: 主轴转速(锪孔) 796min -1 (V=57.5m/min)
H0: 咬合时的停留 3sec
H1: 切削终止点停留 1sec
加工总时间 28sec(加工周期时间 80sec)
伺服钻削动力头SSV5型
行程:300mm![]()
