关于镜面加工工具“滚压头”的加工条件
“滚压头”的加工条件

关于预加工
滚压加工是使用滚珠在金属表面进行挤压的加方法,预加工的表面形状会对加工效果造成很大的影响。
通过车床、镗床进行的单点切削的规律进给所得到预加工面,可获得均匀的加工效果。但对于像钻削加工那样对局部造成严重伤痕的加工,滚压加工很难完全消除这类伤痕。
通过镗孔进行的预加工
通过钻削头进行的预加工
![]()
预加工尺寸
内孔滚压加工,工件内径将根据金属表面的挤压程度,相应地扩大。(外圆滚压加时,工件内径则缩小。)
为了在规定的尺寸公差范围内加工,考虑到该内径变化量,需要确定预加工尺寸。由于内径变化量会根据材质、硬度、滚压量有所变化,因此参考下表的数值,对最初的2~3个工件进行测试,确定最适合数值,进行连续加工。
| 加工直径 | 内径扩大量的范围 |
|---|---|
| mm | mm |
| 4.5~ 7.6 | 0.005~0.020 |
| 8.0~ 14.5 | 0.007~0.025 |
| 15.0~ 24.0 | 0.015~0.035 |
| 25.0~ 44.0 | 0.020~0.040 |
| 45.0~ 74.0 | 0.025~0.045 |
| 75.0~200.0 | 0.030~0.060 |
![]()
驱动机械
只要能给予滚压头一定的转速和进给,任何设备均可使用,无需特别的驱动装置。与切削加工不同,由于不需要高扭矩,因此所需的驱动机动力也小。可安装在通用钻孔机、车床、转塔车床、镗床、钻削动力头上,简单使用。
NC车床、CNC自动车床、加工中心等连续进行切削加工和滚压加工时,必须进行切实的切屑处理,如使用冷却液进行清洗等。
润滑和清洗
在滚压加工过程中,会产生微量金属粉。在加工时,请使用流动性较高的工作液进行清洗。
本公司备有滚压加工专用的滚压油。工作液的清洗度会对加工粗糙度和镜面加工工具的寿命造成影响。循环使用工作液时,建议使用过滤装置。根据加工表面粗糙度,过滤器的过滤精度请选择在5~40μm范围内。
滚压油(油性)

请向灯油、轻油中添加5%后使用。以有机磷酸酯为主要成分,着重于油膜强度,增加防锈性。
滚压油(水溶性)

水溶性油稀释至5%后使用。具有出色的渗透性、冷却性、清洗性、能分离混入的油脂、耐腐蚀性,未使用EP剂(氯、硫磺)
![]()
加工部位硬度
可进行滚压加工的工件硬度通常上限为HRC40。加工经过热处理,具有高硬度的工件时,建议使用CAT'S EYE。
此外,对于其他特殊用途,本公司可能也可应对,敬请来电咨询。
![]()
加工部位的壁厚
加工部位必须具有充分的壁厚(内径的20%以上)来承受滚压加工压力。
如果壁厚较薄,可能会发生压痕或圆度降低,通过以下方法应对。
- 使用增加了滚柱的特殊滚压头进行加工。
- 改善预加工的表面粗糙度,减少滚压量。
- 在壁厚减薄之前进行滚压加工。
![]()
加工部位形状
如滚压加工部位存在较大的交差孔或键槽 ,可能会发生加工不匀的情况。此时,需要使用增加滚柱数的规格外工具。![]()
转速和进给
镜面加工工具向右旋转后使用。固定镜面加工工具,旋转加工物,也能获得相同的结果。
转速和进给以加工直径的下表数值为标准。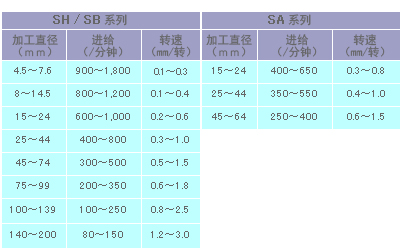
![]()
无法进行滚压加工的部位
使用滚压头对盲孔、阶梯式轴进行加工时,会出现无法加工到的部位。尺寸A如下表所示。
- 滚柱的前端R部
- 从滚柱前端到支架的长度
- 支架到加工部位端面的偏离长度
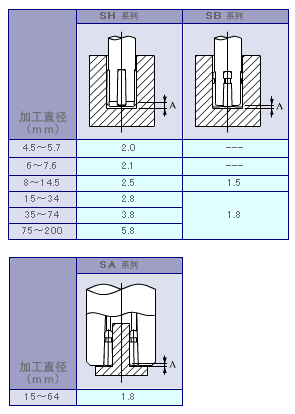
备注・为了将无法进行滚压加工的尺寸控制到最小限度,在设置了工具直径后,请磨削去除从滚柱端面开始的芯轴或头的突出部位,直到与滚柱端面相同的位置为止。![]()
镜面加工 Q&A的相关网页
![]()
