关于镜面加工工具“滚压头”加工时的素材直径变化
滚压加工时的直径变化量
 通过镜面加工工具的内壁加工,将工具直径的长度设置为大于前加工尺寸,并给予工具(或加工品)旋转和进给,对内孔进行滚压加工。 此时的工具直径和前加工尺寸的差被称为滚压量。
通过镜面加工工具的内壁加工,将工具直径的长度设置为大于前加工尺寸,并给予工具(或加工品)旋转和进给,对内孔进行滚压加工。 此时的工具直径和前加工尺寸的差被称为滚压量。
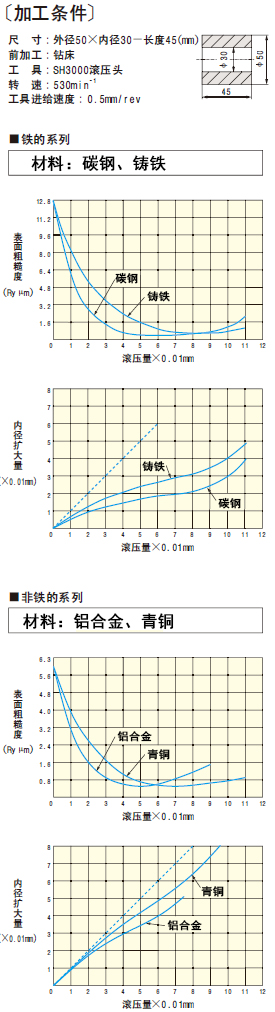
右图显示的是关于各种金属材料的滚压量和表面粗糙度以及内径扩大量的关系。
一般而言,随着滚压量的增加,表面粗糙度提高。 若为S45C材质,使用0.04~0.07mm的滚压量,则可实现最适合的表面加工。如滚压量超过上述数值,反而会恶化。但随着滚压量的增加,滚珠的加工压力也会增加,加工部位的表面会被剥离。
最适合的滚压量取决于材质\壁厚,但通常以前加工表面粗糙度的3~5倍左右的滚压量,能够实现最适合的加工效果。
内径扩大量取决于加工部位的材质。如为铝、青铜等非铁合金材质,随着滚压量的增加,内径扩大量也几乎呈直线提高,因此按尺寸加工(制作尺寸)能力增强。即使预加工内径尺寸的偏差为0.03mm,也可在偏差低于0.01mm的情况下进行加工。
如为钢、铸铁材质,由于滚压量在0.04~0.07mm范围内时,内径几乎不变化,因此按尺寸加工的效果不如铝、青铜材质,但相对于前加工,尺寸的偏差可修正60~70%。
随着滚压量的增加,表面粗糙度也有所提高。但由于材质的不同,最适合滚压量和内径扩大量都有所不同,因此需参考右图,设定最适合条件。
滚压量=(工具直径)-(滚压加工前的内径)
内径扩大量=(滚压加工后的内径)-(滚压加工前的内径)
![]()
