关于镜面加工工具“滚压头”的加工效果
滚压加工的效果
 通过滚压加工,在改善加工后的粗糙度的同时,还获得了以下效果。
通过滚压加工,在改善加工后的粗糙度的同时,还获得了以下效果。
疲劳强度的提升
通过滚压加工,在改善加工后的粗糙度的同时,在表面产生压缩残余应力,从而提高了疲劳强度。
图1是关于SUS304材的车削加工品和滚压加工品的残余应力分布的对比图表。已知道剪应力在到达极大的内部深度0.08~0.10mm时,滚压加工品的压缩残余应力达到最大值。
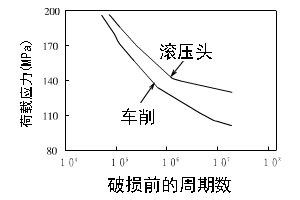
图2是使用相同试料,实施内压疲劳破坏试验的结果。通过滚压加工,在材料内部产生的圆周方向的压缩残余应力能够抑制接近疲劳限度时的龟裂产生,提高约30%的疲劳强度。
图1 残余应力的分布
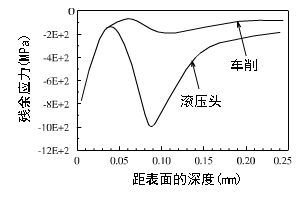
图2 残余应力引起的SN曲线变化
![]()
滑动部件的寿命增加
液压、气压气缸的密封材料中存在O型环、垫圈等树脂密封条或金属密封条。
上述密封材料与油缸主体的金属滑动。密封材料在保持与金属匹配的密封性的同时,也要求在滑动时不产生磨耗。通过磨削、珩磨等切削加工达到的表面截面曲线的“山形”突起,通过该“山形”,密封材料产生磨损。
相对的,通过滚压加工达到的表面则滚压“山形”,形成平坦的表面(平地形状),和密封材料的接触较为平缓,粘滑、磨耗明显减少。
被采用在了汽车的制动气缸、油压气压气缸、阀体、阻尼器等。
![]()
环境对策
为了减少所有轴承的摩擦,表面粗糙度要求低于Rz3.2μm。轴承的材质多为铸铁、非铁金属,通过滚压加工容易获得良好的加工效果,同时也没有在磨削、珩磨等所发现的产业废弃物(污泥处理)问题,可大幅提高在生产性、对环境影响减少方面的效果。
![]()
初期磨耗的减少
金属和过盈配合的部件、轴或钻模、轴承的孔要求拥有和良好表面粗糙度和同样严格的尺寸精度。通过切削加工达到的部件因使用过程的振动、不断重复的负载,表面会发生塑性变形,长期使用会产生沟槽。
相对的,滚压加工的部件则消除了表面的凹凸状,实现了表面平滑,并进一步提升了屈服点,因此长期使用也不会产生沟槽,可维持稳定的效果。
![]()
密封性的提升
用于水、油、气体以及空气的阀座大部分呈锥形。 为了防止泄露,锥面要求具有精确的形状精度和表面粗糙度。
通过滚压加工达到的表面提升了表面粗糙度、耐磨耗性,并提升了疲劳强度,因此密封面的耐久性和密封性获得了大幅改善。
![]()
