小径外圆用镜面加工工具 “细长型滚压头 CSA型”
紧凑型轴外圆用 CSA型 φ3.0~14.5mm

 紧凑型轴外圆加工用“细长型滚压头 CSA型”是将工具直径的调整机构设计紧凑型,可安装于CNC自动车床上的工具。由于刀柄内有大于加工直径的通孔 ,因此对加工长度没有限制。
紧凑型轴外圆加工用“细长型滚压头 CSA型”是将工具直径的调整机构设计紧凑型,可安装于CNC自动车床上的工具。由于刀柄内有大于加工直径的通孔 ,因此对加工长度没有限制。
使用驱动机: 车床
使用实例
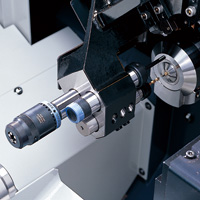
安装于直形夹持器
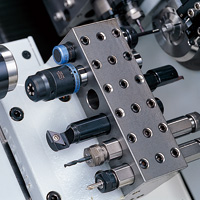
安装于对侧刀架
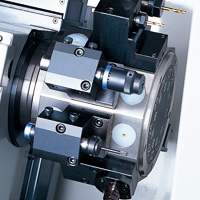
安装于转塔刀架
加工举例

齿轮轴
加工条件
| 使用工具 | CSA1200D | |
|---|---|---|
| 工件材质 | SUS303 | |
| 加工尺寸 | mm | φ12 X 14L |
| 表面粗糙度 | Rz μm | 加工前 7.3 |
| 加工后 0.6 | ||
| 转速 | min-1 | 710 |
| 进给 | mm/rev | 0.4 |
| 加工时间 | 秒 | 3.3 |
表面粗糙度的比较
细长型滚压头 CSA型的未加工部位
| 加工直径 | 未加工部位 |
|---|---|
| mm | mm |
| 3 ~ 7.9 | 0.8 |
| 8 ~14.5 |
注释1.上述未加工部位是与工件端面的间隙确保为0.5mm时的数值。
2.为了将无法进行滚压加工的尺寸控制到最小限度,在调整好工具直径后,请削除凸出支架端面的多余部分芯轴,使芯轴端面与支架端面齐平。
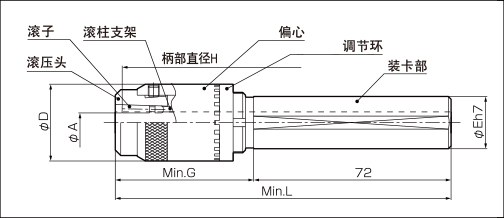
细长型滚压头 CSA型尺寸图
细长型滚压头 CSA型规格表
| 工具型号 | 工具直径 | 加工长度 H | 工具外径 D | 刀柄直径 E | 工具长度Min G | 全长 Min L |
|---|---|---|---|---|---|---|
| mm | mm | mm | mm | mm | mm | |
| CSA 300 □□ | 3.05~ 2.85 | 无限制 ※注释2 | 28 | 19.05 ・ 20 ・ 22 ・ 25 ・ 25.4 ※注释3 | 48 | 120 |
| CSA 350 □□ | 3.55~ 3.35 | |||||
| CSA 400 □□ | 4.05~ 3.85 | |||||
| CSA 450 □□ | 4.55~ 4.35 | |||||
| CSA 500 □□ | 5.05~ 4.85 | |||||
| CSA 550 □□ | 5.55~ 5.35 | |||||
| CSA 600 □□ | 6.05~ 5.85 | |||||
| CSA 650 □□ | 6.55~ 6.35 | |||||
| CSA 700 □□ | 7.05~ 6.85 | |||||
| CSA 750 □□ | 7.55~ 7.35 | 38 | ||||
| CSA 800 □□ | 8.05~ 7.85 | |||||
| CSA 850 □□ | 8.55~ 8.35 | |||||
| CSA 900 □□ | 9.05~ 8.85 | |||||
| CSA 950 □□ | 9.55~ 9.35 | |||||
| CSA1000 □□ | 10.05~ 9.85 | |||||
| CSA1050 □□ | 10.55~10.35 | |||||
| CSA1100 □□ | 11.05~10.85 | |||||
| CSA1150 □□ | 11.55~11.35 | 41 | 25 ・ 25.4 ※注释3 | 53 | 125 | |
| CSA1200 □□ | 12.05~11.85 | |||||
| CSA1250 □□ | 12.55~12.35 | |||||
| CSA1300 □□ | 13.05~12.85 | |||||
| CSA1350 □□ | 13.55~13.35 | |||||
| CSA1400 □□ | 14.05~13.85 | |||||
| CSA1450 □□ | 14.55~14.35 |
注意1.也可制作上述表以外的工具直径调节范围的细长型镜面加工工具。
2.虽然能够制作上述表以外的刀柄尺寸,但根据具体的条件,加工长度可能会受到限制。
3.根据具体的加工尺寸,通孔直径会有所变动。
用途举例
- 气压阀部件
- 齿轮轴
- 气缸
- 接头
- 摇臂
- 阀体
- 止推轴承插入面
- 轴
- 销 等

技术支持、参数、价格与目录索取等请联系这里。敬请随时垂询。
