关于镜面加工工具“滚压头”的工具直径调整法
滚压头的工具直径设置方法
工具直径的调节方法(SH/SB系列)
- 将调节组件推向装夹柄一侧,并向右旋转时工具直径扩大,向左旋转时工具直径减少。最小调节量为1刻度 0.0025mm。
- 松开调节组件后,将自动锁上,工具直径设置达到。
- 如下图所示,请使用千分尺测量滚珠的端面部位,并确认工具直径已准确设置。
- 欲切除盲孔滚压头的凸出部的芯轴时,可使用研磨机或特殊工具进行。并请在冷却的同时渐渐进行,以避免硬度下降。
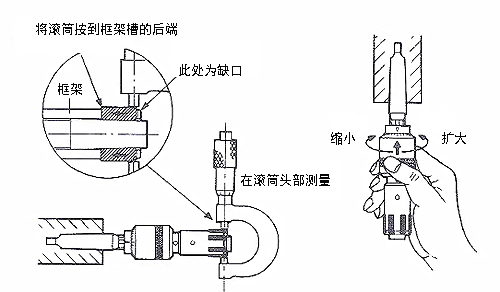
请将滚珠后端充分压向支架槽后端,测量工具直径。
![]()
![]()
工具直径的调节方法(SH/SB系列)
请将滚珠后端充分压向支架槽后端,测量工具直径。
![]()
![]()
Copyright© 2001- SUGINO MACHINE LIMITED
