Installation Example 1 for the "Varimec SSV5" Servo Feed Drilling Unit (Hydraulic Unit Replacement)
- Installation Example 1 SSV3 (1)
- Installation Example 2 SSV3 (2)
- Installation Example 3 SSV5 (1)
- Installation Example 4 SSV5 (2)
Installation Example 3 Varimec SSV5 (1)
| Varimec model | SSV5-2610 |
|---|---|
| Workpiece | Oil gauge level hold on a crankcase |
| Materials | FC250 |
| Shape | 1-φ12 drill x28L + φ23 spot-facing x3L |
| Tools | Forming tool shape, super-hard burnishing drill |
Before Installation
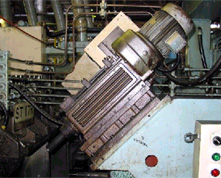 Processing with hydraulic slide plus spindle unit
Processing with hydraulic slide plus spindle unit
Stroke: 250mm
Results of Installation
- A 300 mm long stroke makes the slide table unnecessary.
- Shortening the tool used extends tool life and reduces costs.
A more rigid tool also improves the machined surfaces of the hole and the spot-faced area (end surface of the oil gauge). - Possible to carry out a variety of processing tasks by selecting NC control programs.
- Setting a second origin results in shorter cycle times. Tool replacement is also easier.
- Simultaneously changing the feed rate of the scrape sink part and the number of spidle rotations gives optimal cutting conditions, reduces processing takt time, and improves quality (machined surfaces, accuracy).
- Incidental equipment such as hydraulic tanks, plumbing and electromagnetic valves are no longer needed, which reduces costs.
Seasonal variations in production (such as reduced feed rate due to lower operating temperature of oil in winter) are eliminated, making production planning easier.

![]()

Surface machined by Surface machined by Varimec SSV5
hydraulic slide unit and spindle unit
Processing Requirements
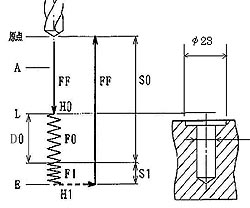 A: Secondary origin 50 mm
A: Secondary origin 50 mm
L: Cutting start point 212 mm
E: Cutting end point 257 mm
D0: Cutting distance 35 mm
F0: Cutting feed rate 119 mm/min (0.12 mm/rev)
F1: Cutting feed rate 79.6 mm/min (0.1 mm/rev)
S0: Spindle rotation speed 1,000 rotations min -1 (V=36m/min)
S1: Spindle rotation speed (spot-facing) 796 min -1 (V = 57.5 m/min)
H0: Dwell when biting 3 sec
H1: Dwell at cutting end point 1 sec
Total processing time 28 sec (Transfer machine takt time 80 sec)
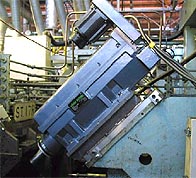
Selfeeder Varimec SSV5l
stroke: 300 mm![]()
