【技術コラム】金属積層造形(AM)部品の内径処理方法とは?【キャビテーションアブレシブサーフェスフィニシング|CASF】
_CASF.jpg)
金属積層造形技術(Additive Manufacturing:以後、金属AM造形)によって、曲がりや分岐のある内部流路を一体構造で製造できるようになりました。
しかし、金属AM造形では、金属がしっかり溶けきらず空洞や欠陥となってしまう異常層が存在します。特に内部流路の異常層は、部品の疲労寿命や流体の摩擦抵抗が増えるなどの問題があります。内部流路の表面処理は設計性能を活かすうえで重要なステップです。
本記事では、金属AM造形後に必要となる内径処理方法と、次世代技術「CASF(キャビテーション アブレシブ サーフェス フィニシング)」の特長をご紹介します。
1.内部流路の表面処理が求められる理由
金属AM造形後における内部流路の課題
・流体の摩擦抵抗が増え流速低下や、異物滞留の原因になる
・異常層が起点となって部品の疲労寿命に影響
・ダウンスキンの表面が粗く、アクセスしにくい
・内部流路(特に曲がり穴)は加工ツールが届かない
これらの課題を解決するには、複雑な内部形状へ均一に作用し、かつ表面を滑らかにする処理が必要です。
2.AM造形部品の内径における表面処理方法
内部流路の表面処理には、いくつかの方法があります。それぞれの特徴を以下にまとめます。
| 処理方法 | 特徴 | 流路 (直線穴) |
流路 (曲がり穴) |
仕上がり (光沢度) |
圧縮応力付与 | 環境負荷 |
| リーマ | 工具で内径を切削し、 高精度な寸法・鏡面仕上げ |
◎ | × | ○ | × | × |
| 化学研磨 | 薬剤の化学反応により 表面を溶解 |
◎ | ○ | ◎ | × | × |
| ビーズブラスト系 | 投射材を吹き付けて 表面を粗化・清浄化 |
△ | × | △ | ○ | △ |
| CASF | キャビテーション+研磨材 | ○ | ○ | ○ | ◎ | △ |
※当社調べ
3.CASF(キャビテーションアブレシブサーフェスフィニシング)とは
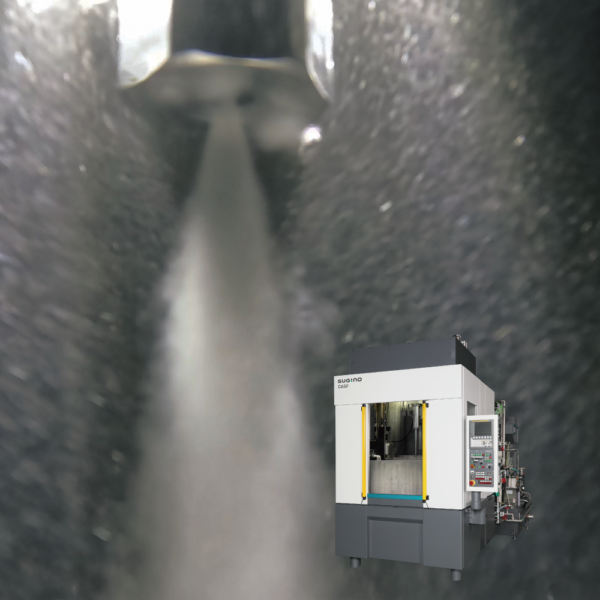
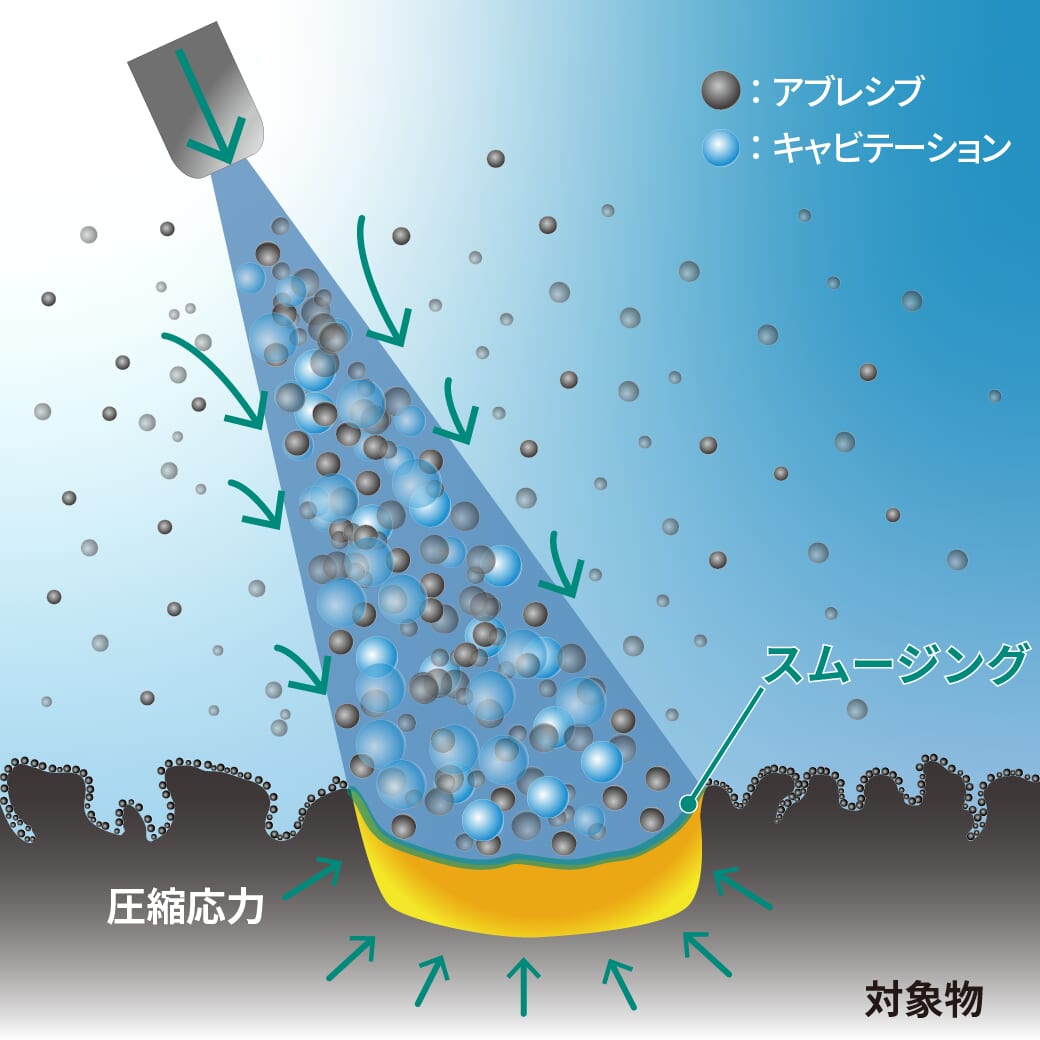
CASFとは、アブレシブ懸濁液が入った水槽内で高圧水を噴射し、高圧水がアブレシブ懸濁液を巻き込みながらキャビテーションによる圧縮応力付与と表面のスムージング処理が出来る技術のことです。
金属AM造形後のサポート材の除去も可能です。

4.CASFのメリット
AM造形部品における内部流路の表面処理におけるCASF(キャビテーションアブレシブサーフェスフィニシング)の主なメリットは、大きく分けて以下の3つがあります。
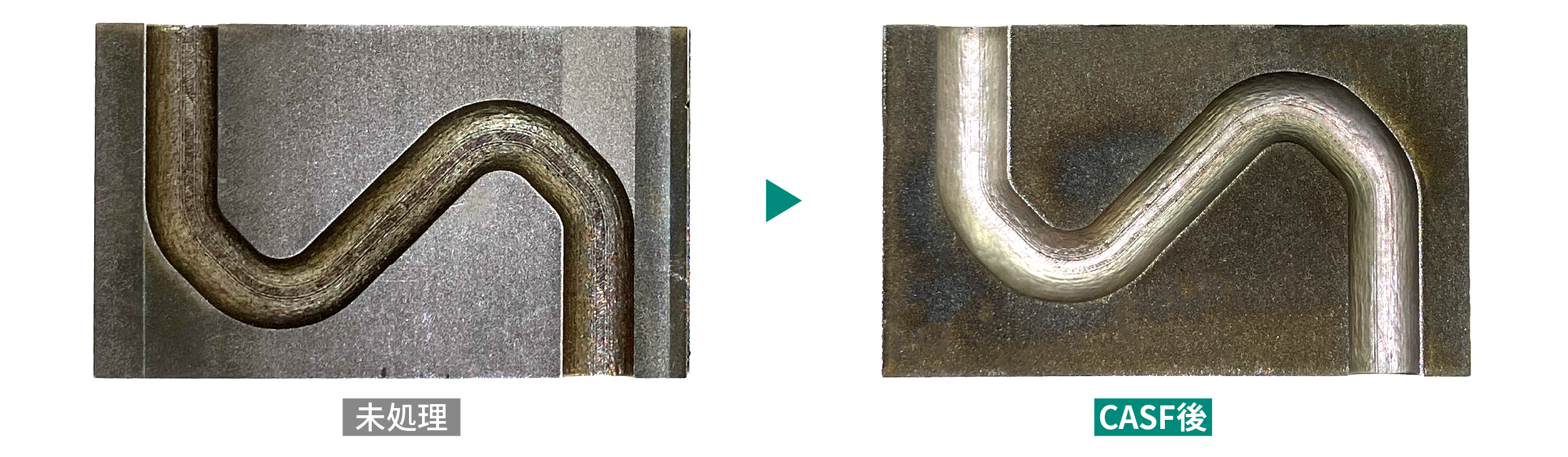
(1)減肉による形状変化が少なく、表面処理が可能
CASFは、曲がった流路の内径も減肉による形状変化が少なく、表面処理が可能です。
また、表面が粗くアクセスのしにくいダウンスキンまで均一に処理することができます。

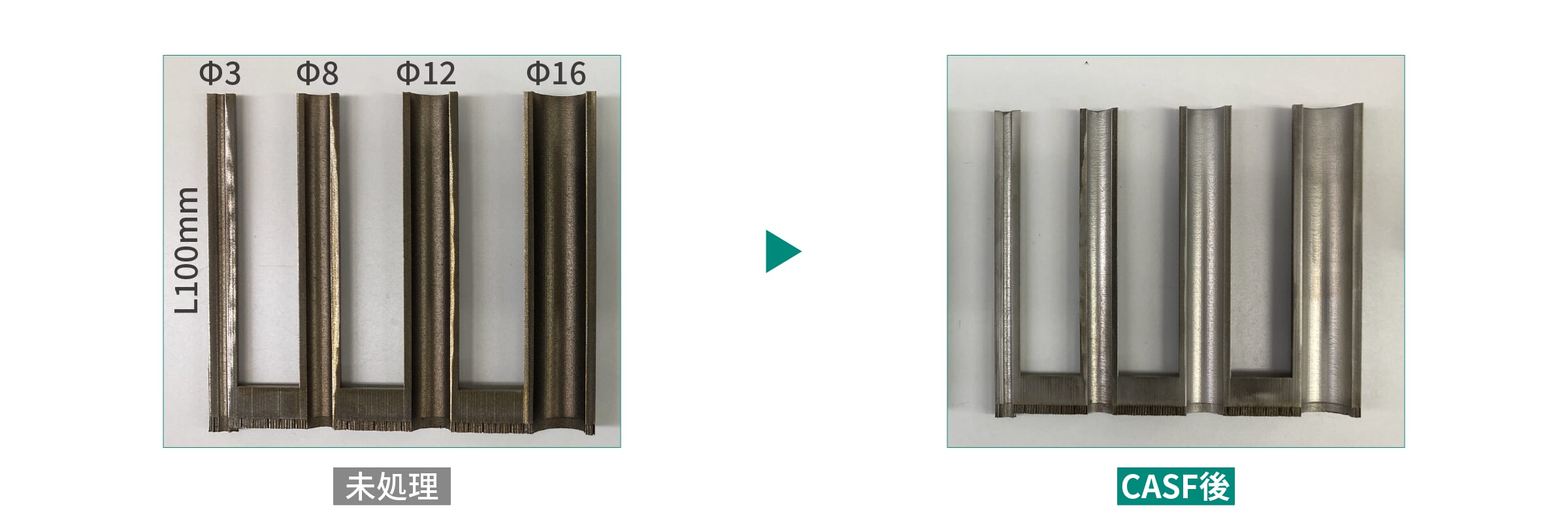
(2)小径穴も処理が可能
φ10mm以上の内径はもちろん、小径穴についても処理が可能です。
(3)薬液を使用しないため環境負荷が小さい
金属AM部品のスムージング処理は化学研磨や湿式電解研磨を用いる場合があります。研磨後の電解液処理も中和させる必要がありますが、CASFは薬液を使用せず、水とアブレシブのみを用いるため、処理後の廃液管理が容易で環境負荷を抑えられます。
これにより、作業環境の改善や持続可能な加工プロセスにもつながります。
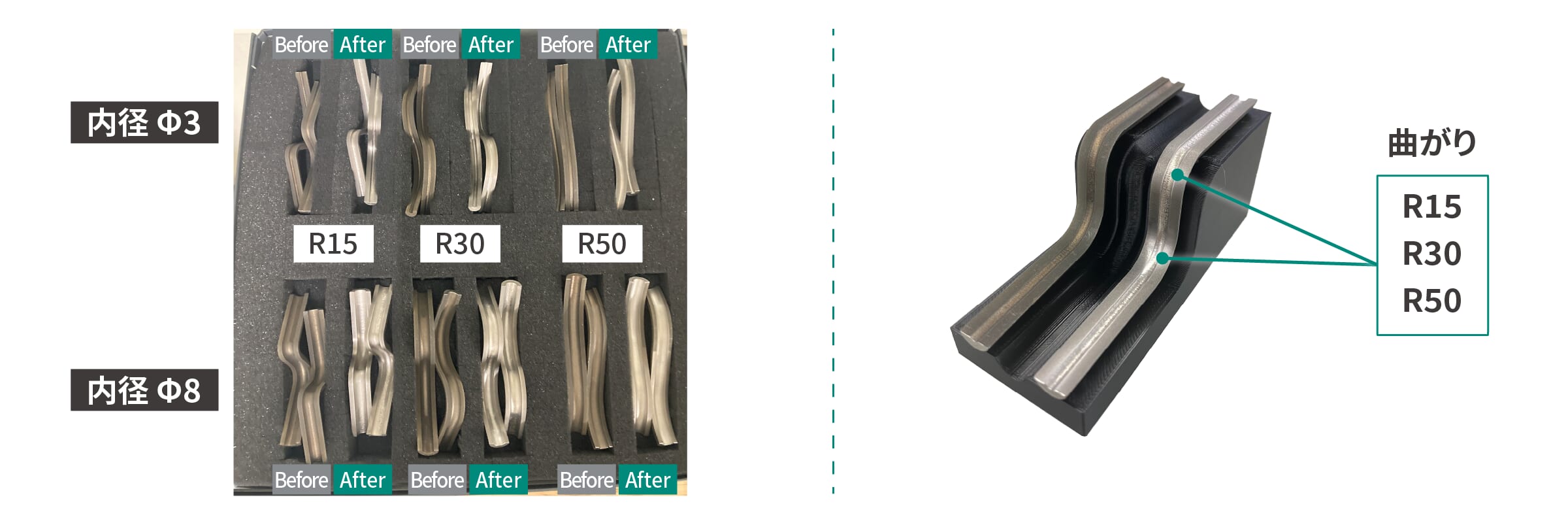
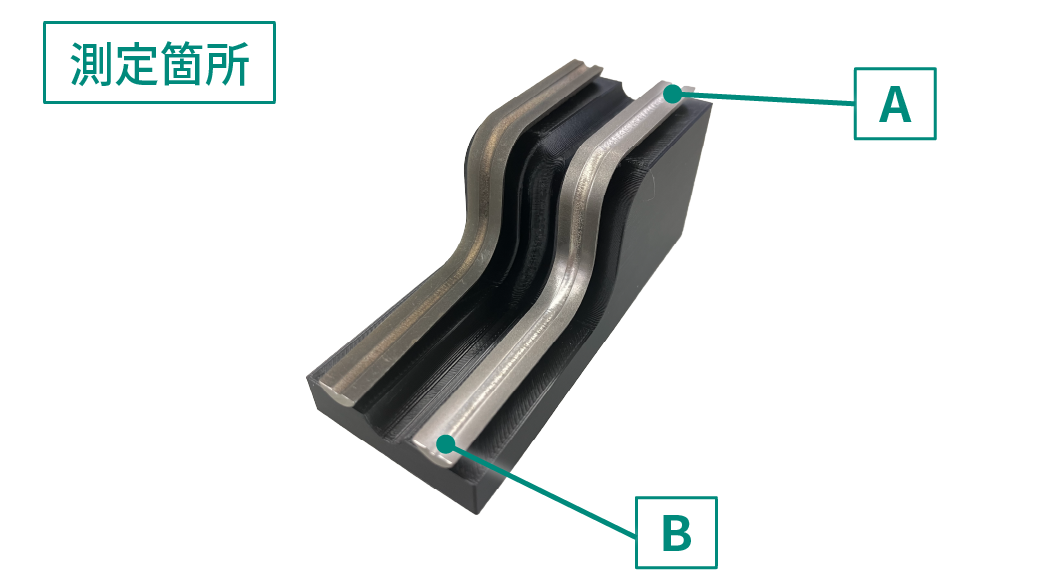
5.曲線パイプ内径処理例|減肉量・圧縮応力・表面粗さの変化
処理条件
使用装置:CASF
ワーク材質:インコネル718
| 曲線パイプ | Φ3,Φ8mm/R50 | Φ3,Φ8mm/R30,15 |
| C/T | 4min | 20min |
処理結果
・減肉量
CASF処理による減肉量は比較的少ないことが分かります。
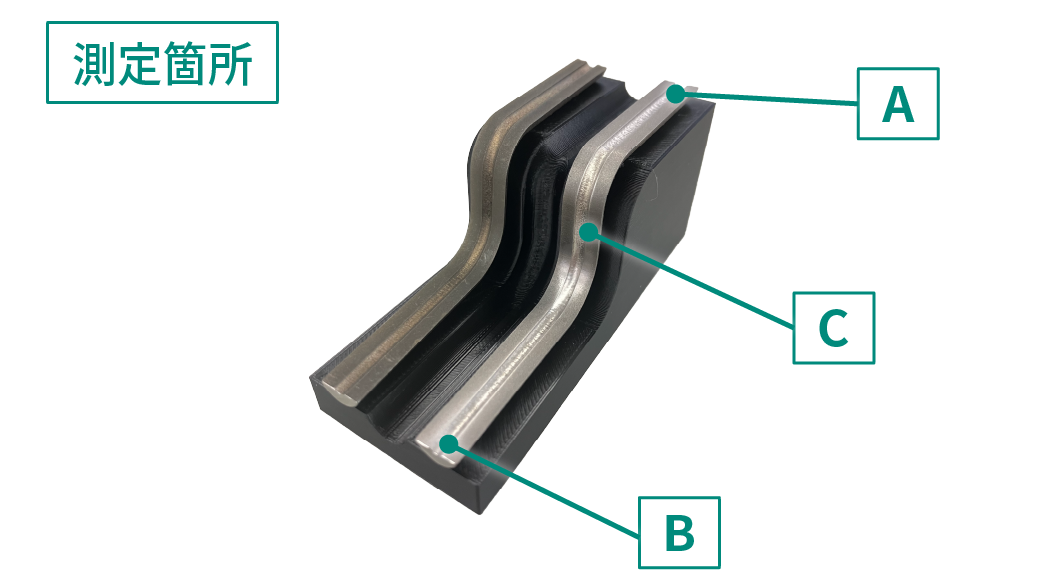
| サンプル | 減肉量[mm] | |||
| A | B | C | ||
| R15 | Φ3 | 0.113 | 0.132 | 0.123 |
| Φ8 | 0.162 | 0.103 | 0.130 | |
| R30 | Φ3 | 0.086 | 0.157 | 0.079 |
| Φ8 | 0.113 | 0.109 | 0.192 | |
| R50 | Φ3 | 0.032 | 0.032 | 0.054 |
| Φ8 | 0.053 | 0.035 | 0.038 | |
・圧縮応力
最大:処理前 -5MPa → 処理後 -580MPa の圧縮応力を付与
| サンプル | 圧縮応力[MPa] | ||||
| A | B | ||||
| 処理前 | 処理後 | 処理前 | 処理後 | ||
| R15 | Φ3 | -10 | -349 | -18 | -623 |
| Φ8 | +3 | -477 | +8 | -535 | |
| R30 | Φ3 | -9 | -545 | -5 | -580 |
| Φ8 | +52 | -388 | +26 | -482 | |
| R50 | Φ3 | +1 | -95 | -12 | -674 |
| Φ8 | +4 | -184 | +7 | -452 | |
・表面粗さ
| サンプル | 表面粗さRa[μm] | ||||||
| A | B | C | |||||
| 処理前 | 処理後 | 処理前 | 処理後 | 処理前 | 処理後 | ||
| R15 | Φ3 | 9.70 | 5.16 | 9.83 | 6.73 | 8.94 | 5.73 |
| Φ8 | 8.82 | 5.39 | 9.65 | 6.60 | 7.44 | 4.01 | |
| R30 | Φ3 | 7.84 | 3.98 | 8.65 | 4.08 | 9.90 | 3.13 |
| Φ8 | 7.42 | 3.87 | 7.17 | 4.66 | 9.37 | 4.15 | |
| R50 | Φ3 | 7.17 | 5.73 | 6.00 | 3.73 | 6.66 | 4.07 |
| Φ8 | 6.75 | 4.05 | 5.26 | 3.24 | 5.66 | 2.10 | |
6.「AM」テスト加工・受託加工 受付中

スギノマシンでは、CASF(キャビテーションアブレシブサーフェスフィニシング)の加工テストと受託加工を承っております。
実際のお客様のワークに対して、CASFが有効かどうかご確認いただけます。
テスト時は、結果をレポートにまとめてご提出します。
詳しくはリンク先のページをご確認ください。