よくある質問(FAQ)小径・深穴ガンドリルマシン GUN FEEDER
高速回転・高精度送りの小径・深穴加工マシン「ガンフィーダ」。
独自のスライド式ドリル触れ止め機構とクーラントユニットにより、工具の長寿命化と生産性の向上を実現します。
詳しくはこちらから (ラインアップページへ)
ここでは「ガンフィーダ」についてのご質問をまとめています。
Q
ガンドリルはどのようなドリルですか?
従来の加工方法では困難な深穴をステップフィードすることなく、精度良く加工することができるドリルです。
Q
ツイストドリルとの違いは何ですか?
ツイストドリルでの深穴加工はステップフィードを必要とし、そのために加工タクトが非常にかかります。
しかし、ガンドリルはステップフィードせずに加工できますので、たいへん高能率な穴あけ加工が行えます。
Q
ガンドリルはどのような形状をしているのですか?
ガンドリルは超硬刃部とシャンク、ドライバの3つから構成されています。シャンク、超硬刃部ともにV字形の断面をしており、シャンクは中空になっています。
その内部は切削油の流路となっており、刃部先端の油穴より切削油が噴射されます。
切りくずは噴射された切削油とともに、刃部およびシャンク部のV字溝を通って後方へ排出されるため、ステップフィードすることなしに深穴加工ができます。
Q
どのような材質でも加工できるのですか?
S45CやSCM材をはじめ、SUS材やアルミ材まで多岐にわたります。加工条件次第でチタン合金などの難削材の加工も可能です。
Q
ガンドリルはどれくらいの深さまで加工できるのですか?
一般的には穴径の50~100倍程度まで可能です。
Q
穴の曲がりはどの位ですか?
ガンドリルはあけられた穴を案内として前進しますので、優れた真直度と心ずれ精度を得ることができます。
加工条件にもよりますが
- 直進度は、150mmの長さで0.01mm以下
- 心ずれ精度は、150mmの長さで0.2mm以下
に抑えることができます。
またガンフィーダLRを使用し、ワークをガンドリルと反対方向に回転させることで、心ずれ精度を150mmの長さで0.03mm以下に抑えることができ、加工穴の心ずれ精度を各段に向上できます。
Q
穴の面粗度はどの位ですか?
ガンドリルの超硬刃部にはガイドパッドがあります。
このガイドパッドが穴の内面に押付けられ、バニシ効果が発生しますのでRa3.2~0.2μmの優れた面粗さを得ることができます。
Q
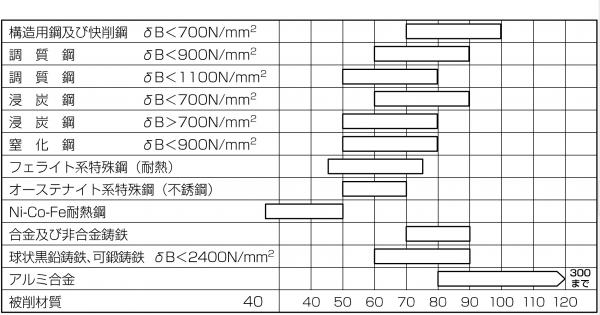
ガンドリルの切削条件はどの位ですか?
ガンドリルによる穴あけは高回転速度で、比較的低い送り速度で行います。
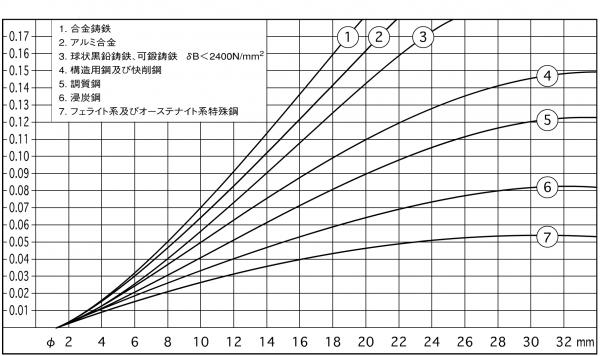
下表は一般的な切削速度と送り速度です。
切削速度(m/min)
送り速度(mm/rev)
Q
ガンドリルの再研磨は可能ですか?
再研磨は可能です。
Q
切削油はどのようなものを使用すればよいのですか?
非塩素系油性切削油をご使用ください。
ダフニー・マーグプラスGD-10(出光興産)などが適しています。
Q
ガンドリルの寿命はどの位ですか?
加工条件にもよりますが、加工実績としてSCM材、2.5、深さ100mmの加工で、150から200個でガンドリルを再研磨して使用されています。
Q
焼入れした材料を加工できると聞きましたが本当ですか?
SCM材(硬度HRC40)に5、深さ273mmの穴加工をした実績があります。
また浸炭焼入した材料に3.5、深さ134mmの加工実績もあります。
詳細につきましては、最寄の営業拠点までお問合わせください。
