湿式微粒化装置「スターバースト」とビーズミル等の他工法との差について
はじめに
一般的に超微粒子を製造するためには、媒体(メディア)を利用し、原料である粗粒子を機械的な力で押しつぶすか、高速撹拌のせん断力を利用する方法が用いられています。
しかし、これらの方法では、メディアの磨耗粉の混入、処理時間の長さなどの問題が生じています。
スターバーストは、加圧したスラリー状の原料同士を超高速で斜向衝突させて微粒化することにより、メディアミルや撹拌機で生じているこれらの諸問題を解決しました。
ビーズミルとの比較
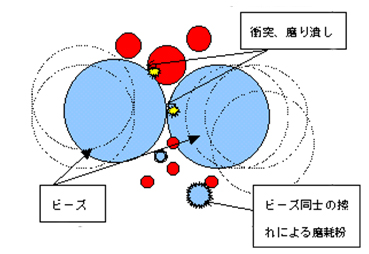
ビーズミルは、ベッセル(容器)の中へビーズ(メディア)を充填しておき、中央の回転軸を回転させることによりビーズに動きを与えます。
ここに原料を送り込み、ビーズで摺りつぶすことにより粉砕、分散を行います。
ビーズミルの問題点
ビーズ同士が擦れ合い、コンタミネーションが多い。
一次粒子を破砕し、活性面を出すので再凝集しやすい。
ビーズが小径になってくると原料との分離が難しい。
ビーズの間をすりぬける原料があり、粒度分布がブロードする。
原料の粘性が上がりやすい。
ビーズミルの原理
スターバーストを使用したことによる問題解決例
研磨性の高い材料 ・・・ コンタミネーションの減少。
凝集力の強い材料 ・・・ 処理時間の短縮。
シリカ、炭酸カリウム、顔料など ・・・ 粘性の低下。(同粒径での比較)
インク、塗料など ・・・ 長期安定性を確保。
その他、スケールアップが容易になります。
・カーボンの処理例比較
スターバーストの分散は、1μm~数nmの1次粒子の凝集物(2次粒子)を対象とした場合、最も効果的に処理が行えます。メディア方式と比較して10倍以上の速さで分散が行えた例もあります。
粉砕は、1μm以上の1次粒子を0.5μm程度にする場合に効果的です。
ビーズミルはメディアの硬さを活かし、時間をかければ確実に小さくなり、0.5μm以下の粉砕も可能です。しかし、コンタミネーションが増えるという問題が生じます。
ジェットミルとの比較
ジェットミルは、エアや窒素ガスなどの気体で加圧噴射された粉体同士が衝突することで微粒化を行います。
粒子同士で衝突しなかったものが粗粒として残るため、分級装置との組合せにより処理するのが一般的です。
ジェットミルの問題点
気体噴射のため、粒子同士の衝突効率が悪い。パス回数が多くなる。
微粒化の限界が3μm程度のため、1μm以下の粉砕、解砕が困難。
ケーシングへの付着が多く、収率が悪い。
粒度分布にバラつきが多く、分級が必要なため歩留まりが悪い。
ジェットミルの原理
スターバーストを使用したことによる問題解決例
酸化鉄、酸化セリウムなど ・・・ 衝突力が上がり、粒径が小さくなる。パス回数が減少する。
酸化セリウムなど ・・・ 粒度分布がシャープになり、歩留まりが向上する。
酸化鉄、酸化チタンなど ・・・ 装置内の原料残留量が減少し、回収率が向上する。
チタン酸バリウム、シリカなど ・・・ エンドユーザで再分散する際に濡れ性が上がり、分散性がよくなる。
撹拌機・ミキサーとの比較
ミキサーは、原料に応じた形状の撹拌羽根が回転する際のせん断力により分散・乳化を行います。
乳化処理に最も多く利用されていますが、他の工法に比べて粉砕・分散性は劣ります。
ミキサーの原理
スターバーストを使用したことによる問題解決例
分散性能・乳化性能が向上し、希望粒径に入る。
短時間で大量処理が可能となる。
連続処理が可能となる。
透過率が上がる。
他の高圧ホモジナイザーとの比較
一般的な高圧ホモジナイザー(ホモゲナイザー)は、原料を高圧もしくは超高圧に加圧し、スリット(隙間)を抜ける際のせん断力を利用して粉砕・分散・乳化を行います。
一般的な高圧ホモジナイザーの原理
スターバーストを使用したことによる問題解決例
245MPaの超高圧で処理することで分散・粉砕・乳化性能が向上。
(各種高圧部品は、最高392MPaの超高圧ポンプの実績に裏付けされたものを使用。)
単結晶ダイヤモンドノズルのため、耐久性が向上し、ランニングコストが削減。
(ノズル交換費用も他社超高圧ホモジナイザーに比べ1/10)
超高圧ポンプを含め、設計製作を自社で行っているため、各種オプション対応が可能。