【技術コラム】金型の寿命を延ばす方法とは?【キャビテーションウォータージェットピーニング|CWJP】
高い寸法精度を求められる金型は、何度も繰り返して使ううちに寿命を迎えてしまいます。寿命となる要因として、変形・摩耗・割れやクラック・表面劣化などの発生があります。特に金型の割れやクラックなどの発生は大きな要因です。
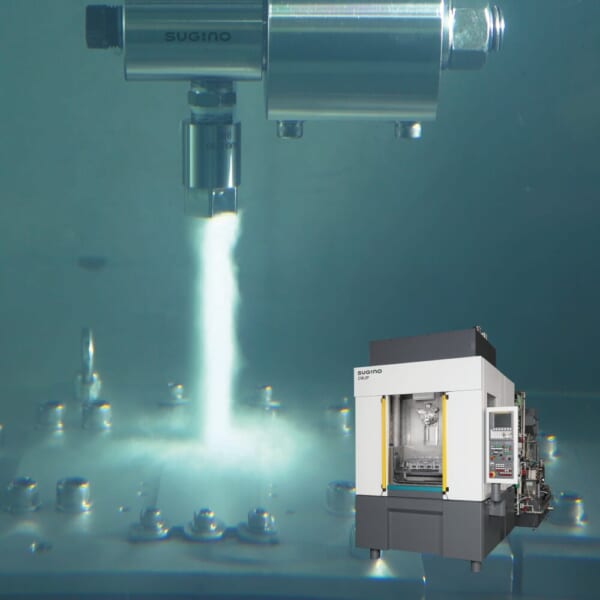
本記事では、そのうちクラックによる短寿命化に対して、水のみを使用した表面処理技術「キャビテーションウォータージェットピーニング(CWJP)」で、金型寿命が延びた事例をご紹介します。
金型寿命と応力の関係
多くの劣化要因には、材料表面に発生する引張残留応力(材料を引き裂く方向の力)が関与しています。
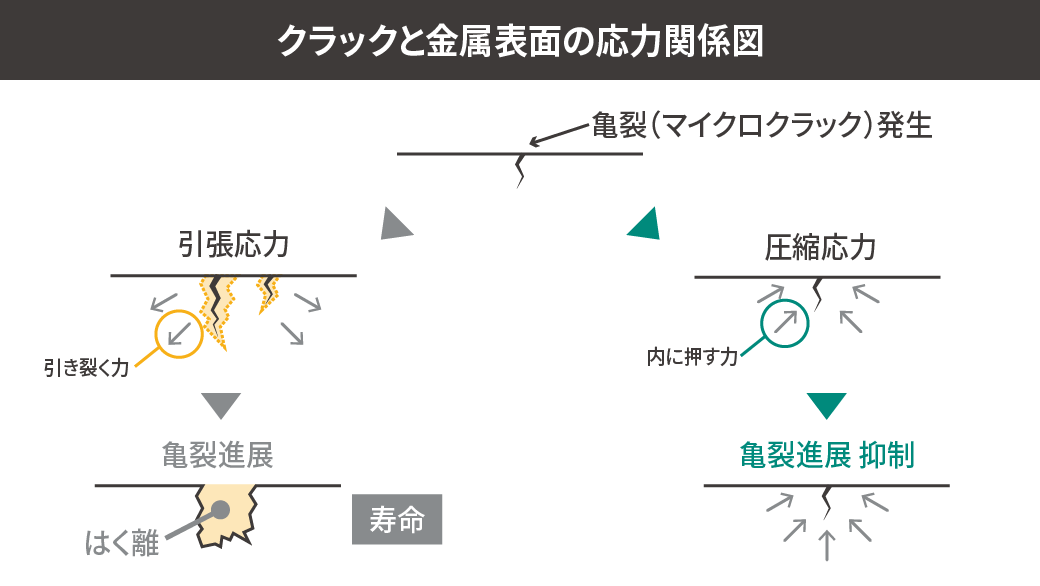
熱処理や機械加工などの工程により、金型部品表層には引張残留応力が蓄積されます。金型を繰り返し使用することで、材料に疲労が蓄積し、微細な亀裂(マイクロクラック)が 発生します。
引張残留応力が存在すると、これらのマイクロクラックが成長・進展しやすくなり、最終的に破損や変形を引き起こす一因となります。
一方で、材料表面に圧縮残留応力(材料を内向きに押す力)を付与することで、亀裂の進展を抑制することができます。
このため、金型の耐久性・寿命を向上させるうえで、表層に適切な圧縮残留応力を付与することは極めて重要です。
圧縮応力を付与するための表面処理方法
現在、製造現場で採用されている、圧縮応力を付与する代表的な表面処理方法を4つご紹介します。
金型への表面処理工法
| 表面処理技術 | 特長 | 応力付与 深さ |
表面 粗さ |
角部 変形 |
内径 処理 |
環境 配慮 |
処理 時間 |
金型への 実績例 |
| ショットピーニング | 投射されたメディア(球)によって圧縮応力を表層に付与 | △ | △ | △ | △ | △ | ○ | ○ |
| 超音波ピーニング | 超音波振動による工具の高速打撃によって応力付与が可能 | △ | △ | △ | ○ | ○ | △ | △ |
| レーザーピーニング | レーザーの衝撃波により深い層まで応力付与が可能 | ○ | ○ | △ | △ | △ | △ | ○ |
| CWJP (キャビテーションウォータージェットピーニング) | 高圧水を噴出させた際に発生する気泡が崩壊する際のGPa級の衝撃力により圧縮応力を付与 | ○ | ○ | ○ | ○ | ○ | △ | ○ |
※当社調べ
CWJPのメリット
金型寿命向上におけるキャビテーションウォータージェットピーニング(CWJP)の主なメリットは、大きく分けて以下の2つがあります。
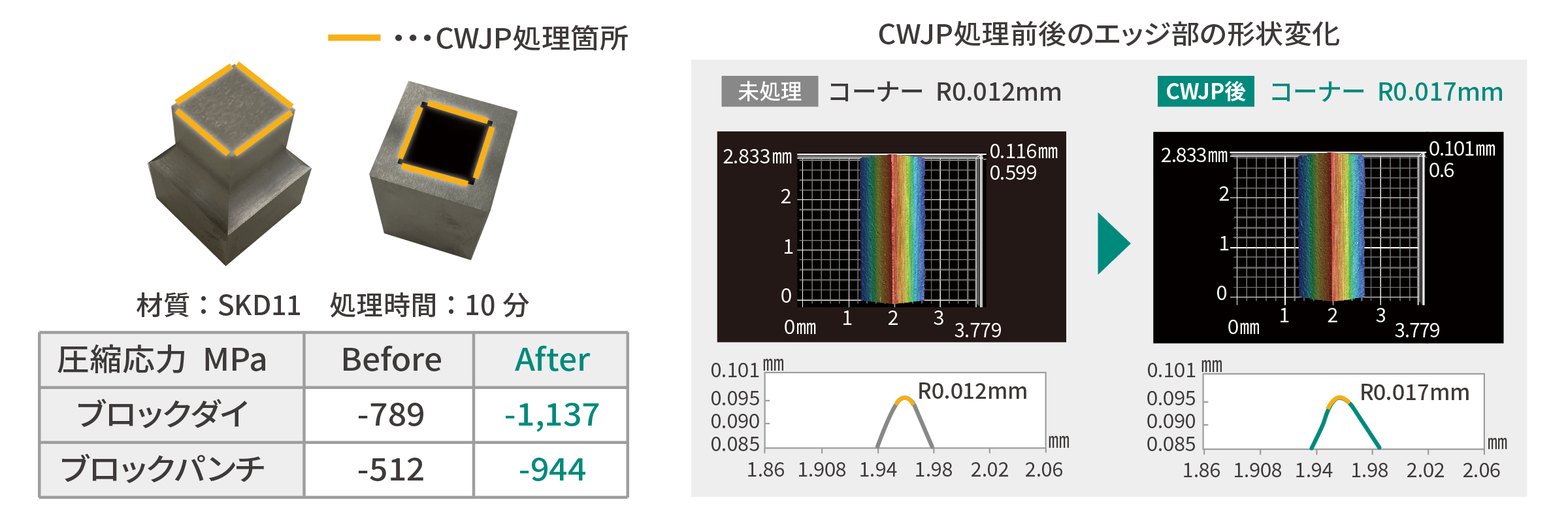
(1)金型エッジ部の変形が極めて少ない
金型にショットピーニングを処理した場合、メディアが当たって角が変形することがあります。
CWJPではショットなどのメディアを使用せず、水だけで処理をするため、エッジ部の変形を数μmに抑えて圧縮応力を付与することが可能です。
変形が抑えられることで、成形品の寸法精度が向上します。
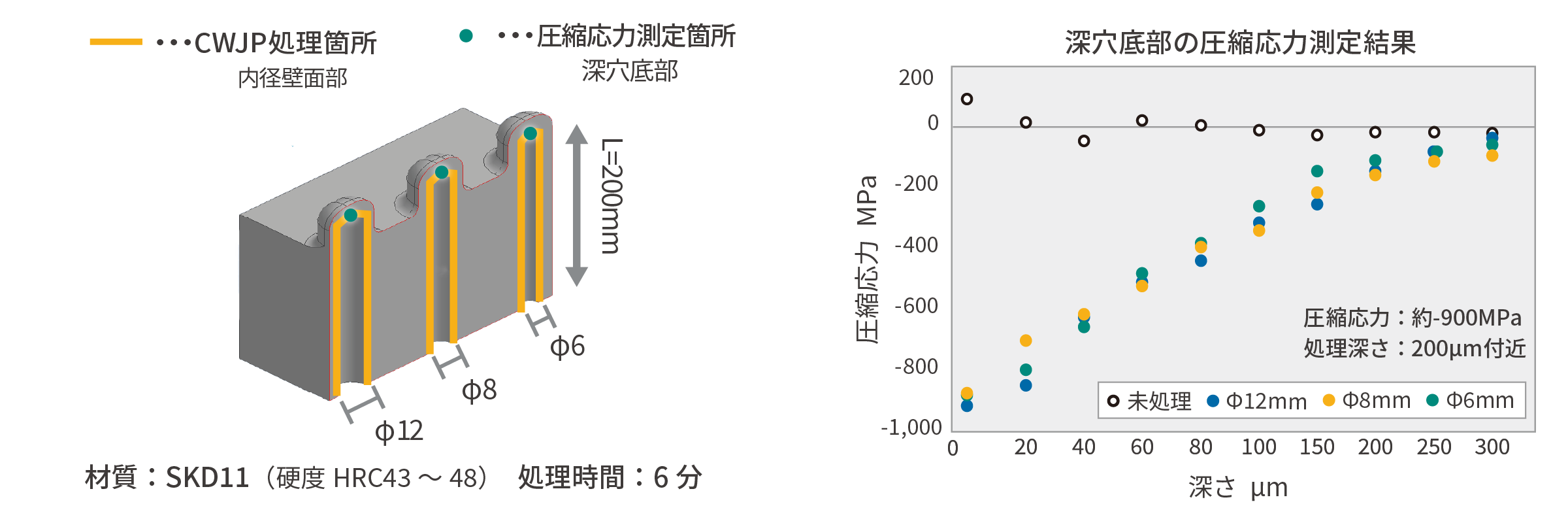
(2)冷却流路の深穴・小径穴の応力腐食割れ対策
深穴・小径穴に他工法でピーニング処理をした場合、処理範囲が限定的になるなど困難なことが多いです。
CWJPはキャビテーション噴流が流れる先にも処理することができるため、金型の内部冷却流路へより強力な圧縮応力を付与できます。
また、ピーニングを行うキャビテーション(気泡)は非常に小さいため、小径穴の処理も可能です。冷却流路内の応力腐食割れが抑制されることで、金型寿命が延長します。

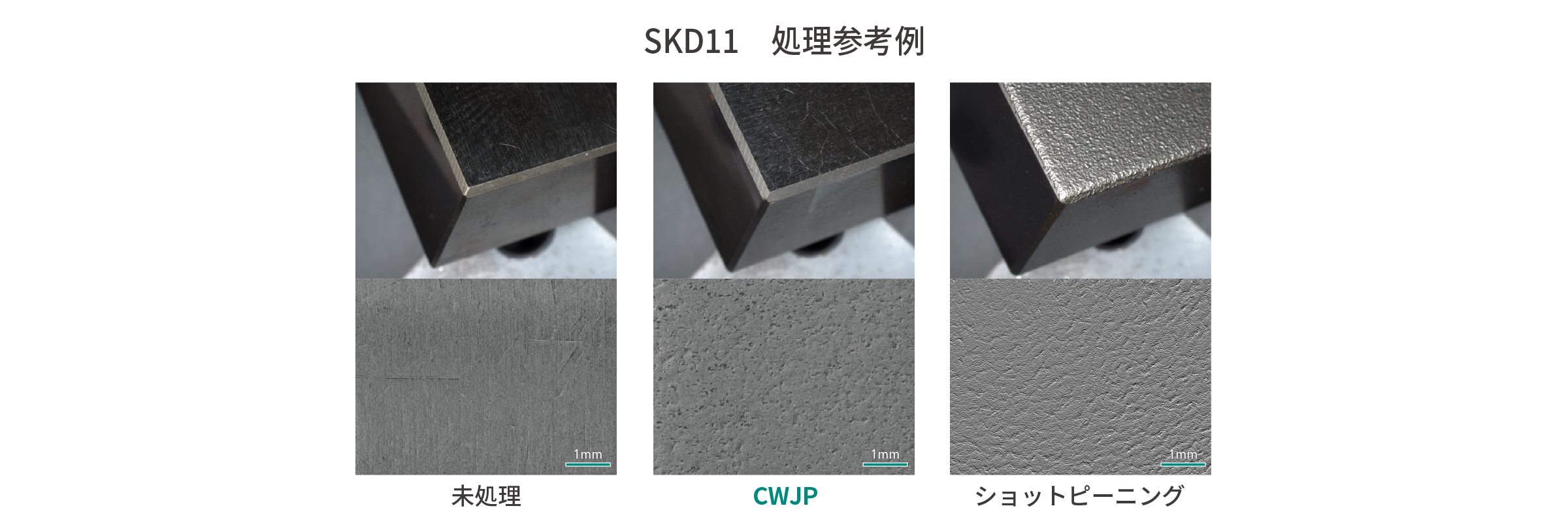
事例|材質・圧縮応力・表面粗さの変化
以下は、キャビテーションウォータージェットピーニング(CWJP)を適用した事例です。
SKD材を中心とした工業用金型において、表面粗さと残留応力がどのように改善されたかをまとめています。
| 材質 |
表面粗さ[μm] |
圧縮応力[MPa] |
||||
|
未処理 |
処理後 |
処理前 |
処理後 |
|||
|
Ra |
Rz |
Ra |
Rz |
|||
| SKD61 | 0.968 | 5.364 | 0.806 | 4.848 | -408 | -877 |
| SKD11 | – | – | – | – | +50 | -913 |
| HAP5R | – | – | – | – | -393 | -861 |
| HAP10 | 2.73 | 35.65 | 2.16 | 35.95 | -855 | -948 |
| HAP40 | 0.237 | 1.795 | 0.323 | 2.207 | -338 | -1113 |
| HAP72 | – | – | – | – | -1424 | -1573 |
| HPM31 | – | – | – | – | -566 | -946 |
| YXR33 | 0.319 | 1.879 | 0.412 | 2.486 | -578 | -1038 |
| MAS-1C | – | – | – | – | -310 | -1451 |
| VANADIS | 2.21 | 36.69 | 1.89 | 31.14 | -884 | -1116 |
| RD50 | 0.133 | 1.195 | 0.149 | 1.331 | -1456 | -1836 |
※表面粗さの変化はわずかで、鏡面仕上げへの影響も最小限です。
※ 圧縮応力は深さ方向にも数十μmにわたって分布しています。
寿命が倍増した実績|ショット数の改善
代表的な金型部品では、処理前後で成形回数(ショット数)が明確に向上しており、CWJPの効果がわかります。
| 材質 | 部品 | 処理前 | 処理後 | 向上率 |
| SKD11 | 金型 | 9,205ショット | 12,652ショット | 約1.4倍 |
| SKD61 | 金型 | 10,000ショット | 16,000ショット | 1.6倍 |
| 粉末ハイス | 金型 | 77,500ショット | 212,000ショット | 約3倍 |
「金型に魔法の水をかけてみませんか?」テスト加工・受託加工 受付中

スギノマシンでは、CWJP(キャビテーションウォータージェットピーニング)の加工テストと受託加工を承っております。
実際のお客様のワークに対して、CWJPが有効かどうかご確認いただけます。
詳しくはリンク先のページをご確認ください。