タップ穴・止まり穴の切粉除去方法

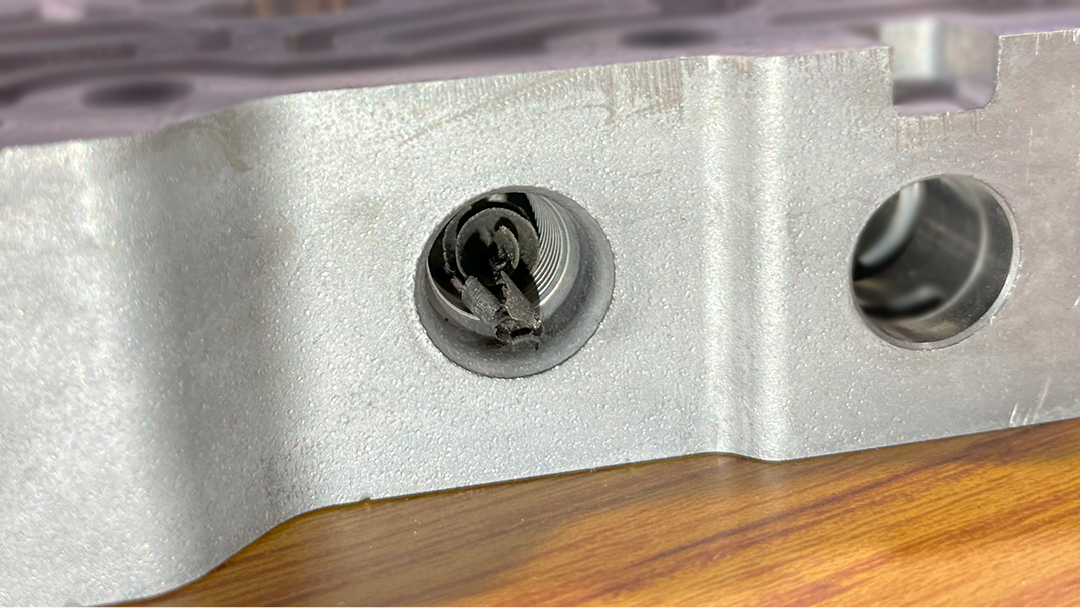
タップ穴・止まり穴の切粉残りとは
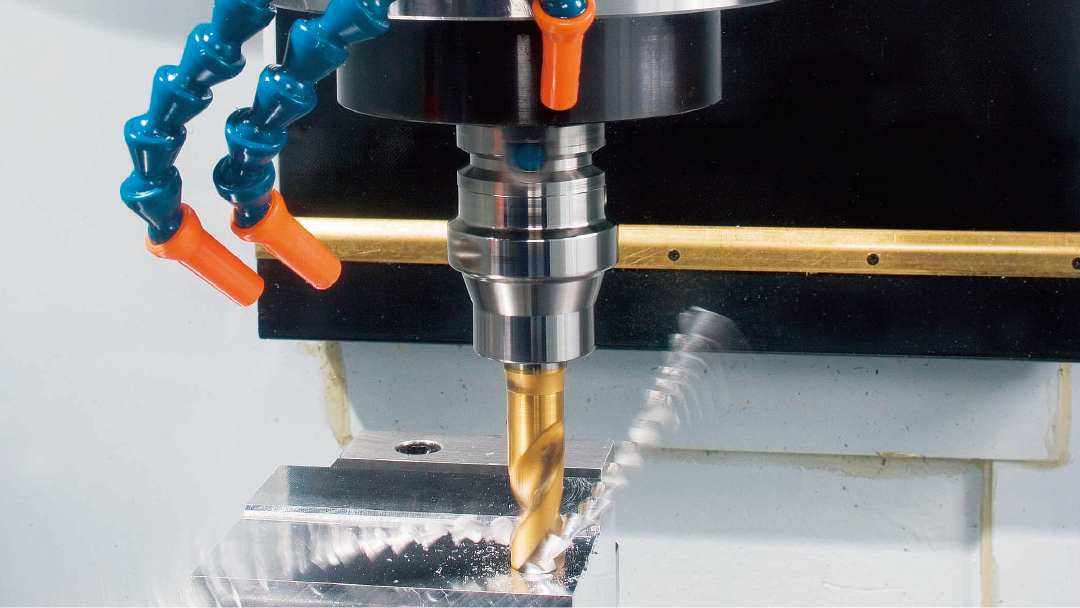
タップ穴・止まり穴の切粉(切りくず)残りとは、マシニングセンタや旋盤等の工作機械で切削加工を行った際に発生した切粉が、
ワークの穴の中に残ってしまう状態を指します。
残った切粉は不具合の原因となるため、確実な除去または予防策が求められます。

タップ穴・止まり穴の切粉除去方法
エアブロー
エアガンのノズルを止まり穴・タップ穴に狙いをつけ、圧縮エアを吹き付ける事により切粉を除去します。工場の圧縮エアがあれば簡単に導入でき、さらに付着したクーラントも飛ばす事ができるため、最も一般的な除去方法です。
しかし、切粉やクーラントが作業者に跳ね返り重大な事故を引き起こしたり、非常に高い騒音が発生したり、作業者への負担が大きい方法です。工場内での保護具着用を徹底し、作業者への負担を低減する必要があります。

クーラントガン
クーラントを手動でワークに掛けて切粉を除去します。工作機械に設置されている場合に使用できます。表面の切粉を洗い流すことが目的の機能なので、止まり穴・タップ穴の切粉除去には適していません。圧力を高めた場合、エアガンと同様に切粉やクーラントの跳ね返りによる事故の危険性があります。

その他手作業
エアガンやクーラントガンを使っても除去できない切粉は、細い棒やブラシ等を使って手作業で除去します。小径穴や深穴に対しては非常に繊細な作業を求められ目視検査も困難な事から、作業者への負担が大きい除去方法です。

部品洗浄機
以上のように、手動による切粉除去作業は作業者にとって危険且つ負担の大きい作業です。
昨今では切粉除去の自動化に特化した洗浄機もあり、切粉除去と洗浄工程を集約して省人化を図る事も可能です。
タップ穴・止まり穴の切粉除去で、こんなお悩みありませんか?
1. 切粉を完全に除去しきれない
タップ穴・止まり穴が小径穴または深穴である場合、エアガンの圧縮エアが穴底まで届かず、切粉が穴底に残留してしまいます。手作業でも非常に繊細な作業を要求され、多くの工数がかかり、結局穴底の切粉を除去できないことがあります。
2. 切粉除去作業を自動化したい
前述の通り、エアブローや手作業等による切粉除去作業は、作業者にとって危険且つ負担の大きい作業です。また、近年の人口減少に伴い、今後工場の働き手が減っていくことが予想されます。そのため、切粉除去作業を自動化し、危険作業からの脱却・省人化が求められています。

3. 品質が安定せず、不良品が発生する
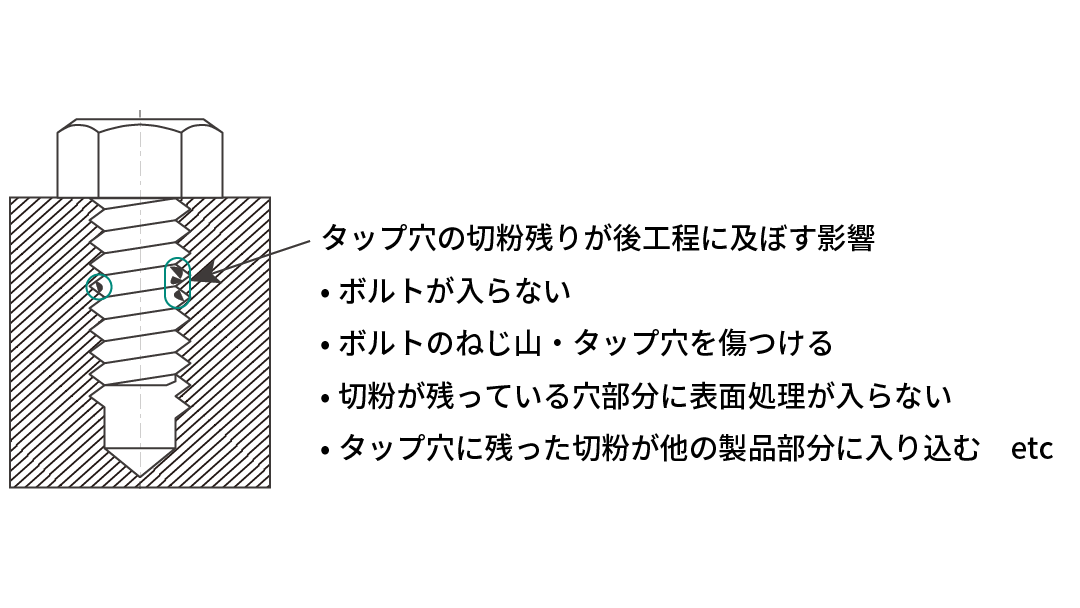
手作業は、作業者の熟練度・能力・体調などが品質に直接影響します。これにより品質が安定せず、不良品が発生し、後工程で様々な問題が発生します。例えば、タップ穴に切粉が残っていれば、ボルトが入らない、ねじ山やタップ穴を傷つけ、組立工程にて手戻りや不良品を発生させる恐れがあります。
スギノマシンの部品洗浄機「JCC-Module」が
切粉除去の悩みを解決します!
スギノマシンの部品洗浄機「JCC-Module」は止まり穴・タップ穴の切粉除去に特化した洗浄機です。以下の機能・特徴をもっており、上記の止まり穴・タップ穴の切粉除去の問題を解決できます。

1. 「スイング狙い撃ち洗浄」でタップ穴・止まり穴の切粉を完全に除去!
スギノマシン開発の「スイング狙い撃ち洗浄」は、タップ穴・止まり穴に対して常に垂直な洗浄水を噴射でき、切粉を完全に除去可能です。
また、NC制御のため、狙い位置や洗浄時間を自由に調整可能であり、あらゆるワーク形状に対応できます。

2. 部品洗浄機で自動化・省人化・工程集約が可能!
手作業で行われていたタップ穴・止まり穴の切粉除去作業を、部品洗浄機に置き換えることで自動化・省人化につながります。
また、部品洗浄とタップ穴・止まり穴の切粉除去作業を同時に行うことができ、工程集約できます。

3. 対象ワークを入れてボタンを押すだけ!品質保証も!
「JCC-Module」は対象ワークを装置内に入れて、NCプログラムを起動すれば、部品洗浄と、タップ穴・止まり穴の切粉除去が完了します。手作業による切粉除去作業が無くなり、作業者の負担軽減・品質保証につながります。


エアブローの乾燥工程も自動化したい場合、真空乾燥機「EVADRY」もおすすめ!
エアブローでタップ穴・止まり穴の切粉除去のみならず、部品乾燥も行っており、自動化したいというご要望はありませんか?スギノマシンの真空乾燥機「EVADRY」を導入すれば、エアブローの乾燥工程を自動化できます。さらに、「JCC-Module」と組み合わせることで、すべてのエアブロー工程を完全に自動化できます。