【加工事例】カムシャフトのバリ取り【ウォータージェットバリ取り#01】
ワーク情報
ワーク材質 :FCD
前加工 :研削加工
現バリ取り工法:手作業(ハンドグラインダなど)
目的と課題
目的
「バリ取りの自動化・省人化」
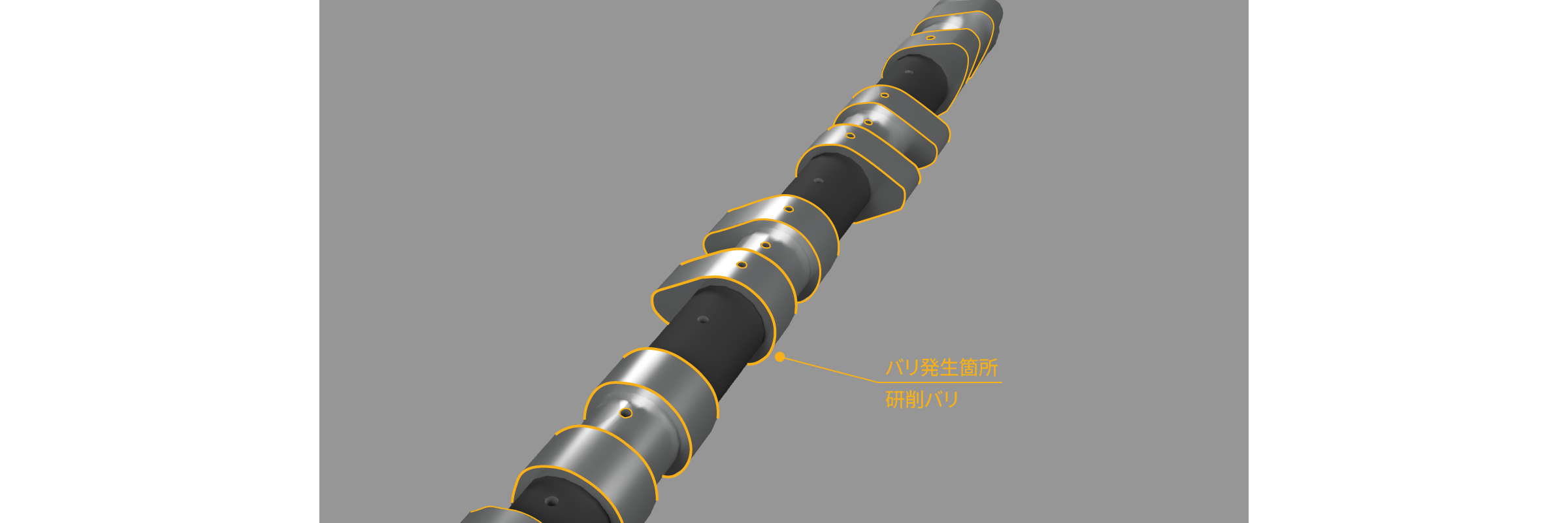
バリの発生個所が多く、手作業だとバリ取り作業者への負担が大きいため、負担を減らしたい。
課題
- 研削加工面に傷などをつけてはいけないため、加工面が傷つく可能性がある
刃物やブラシは使いたくない。研削面が傷つかないバリ取り工法で自動化したい。
バリ取りレポート
加工結果
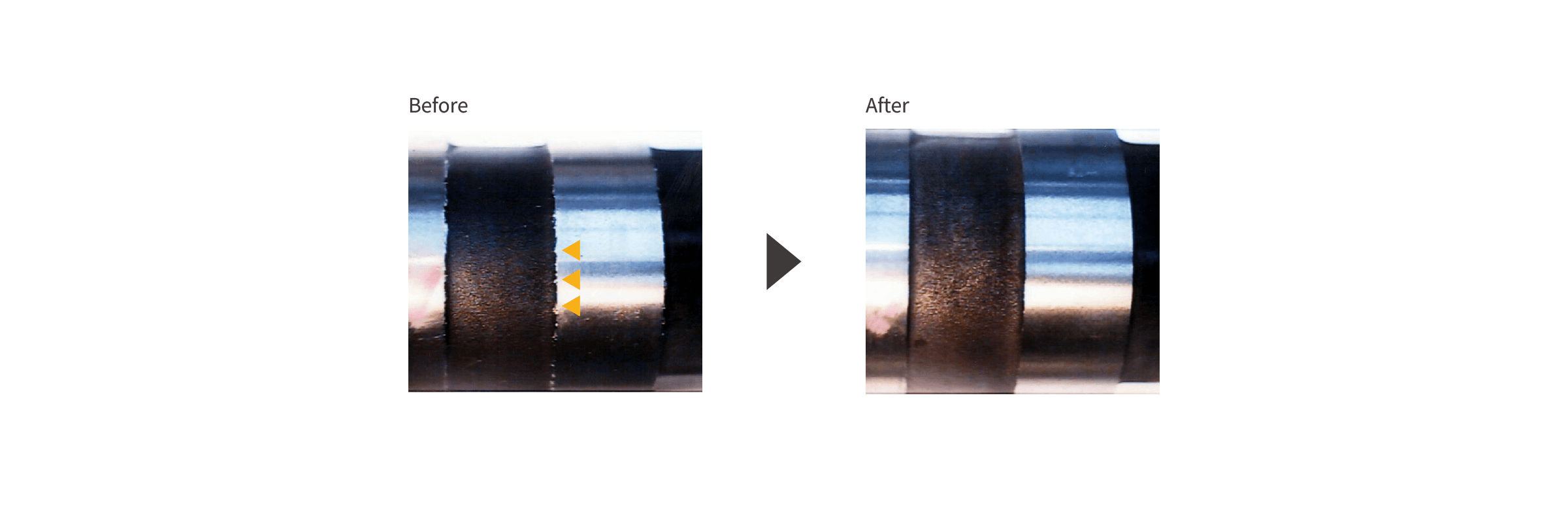
仕上げ面に傷や変形等を発生させることなく
研削加工後のバリを除去することができた。
加工のポイント
Point1 :母材を傷つけずにバリだけを除去する工法
研削加工は高い精度や外観のきれいさを求められる場所の仕上げ加工として採用されています。ウォータージェットバリ取りは母材を傷つけないバリ取り工法であるため、研削加工で精度よく加工した面であっても安心してバリ取りを行うことができます。
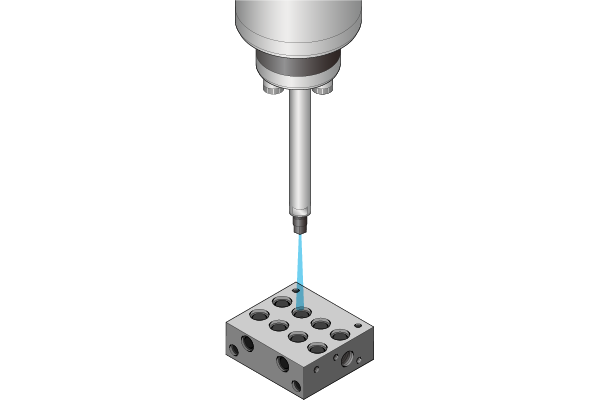
Point2 :ウォータージェットの特性を活かしたバリ取り
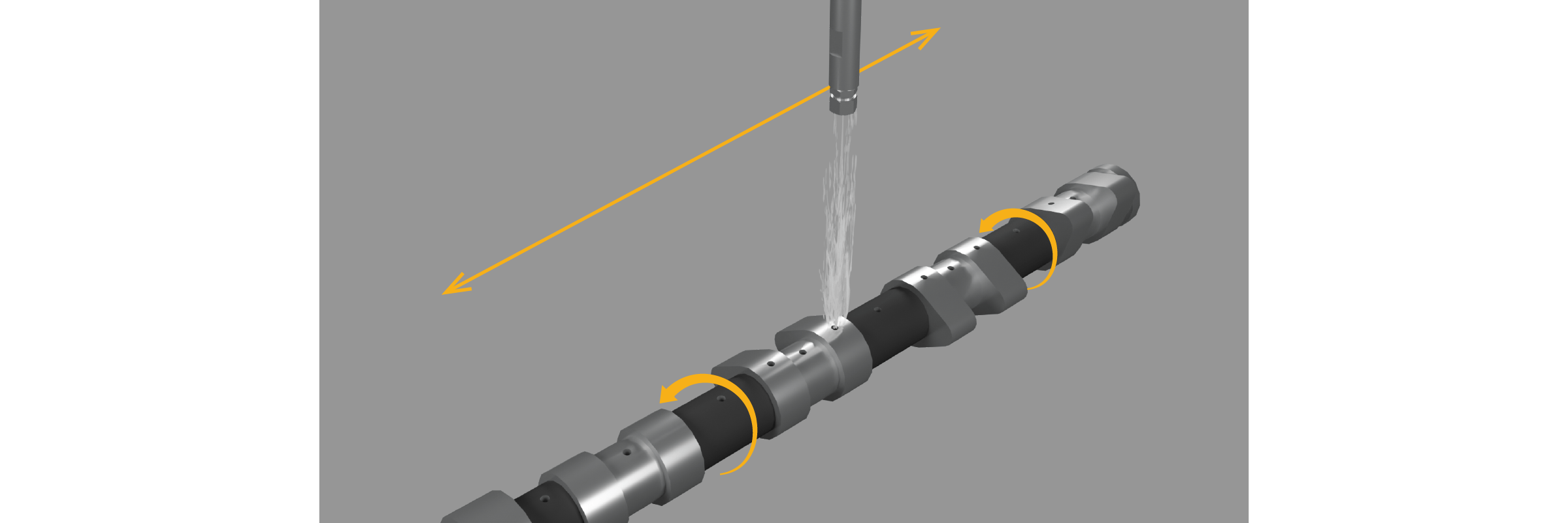
ウォータージェットはノズル先端からワークまでの距離が変化しても衝撃力が変化しにくいという特性があります。カムシャフトのようにバリの発生部が円形状ではない場合ノズルからワークまでの距離は常に変化しますが、ウォータージェット工法ではその影響を受けることなく安定して均一なバリ取りを行うことができます。


選定機種・加工条件
選定機種


加工条件
| 噴射圧力 | 50MPa |
| ノズル送り速度 | 100mm/min |
加工テスト受付中

スギノマシンではバリ取り研究所”デバラボ”にて、ウォータージェットやロボットでバリ取り自動化を検討されているお客様からの加工テスト依頼を随時承っております。
適切なバリ取り自動化方法の選定から加工テストによる最適条件の見極めまで、専門的なノウハウが必要な部分を担います。
まずは以下リンクよりお気軽にご相談ください。