【加工事例】ヒートシンクのバリ取り(切粉除去)【ウォータージェットバリ取り#05】
ワーク情報
ワーク材質 :アルミニウム
前加工 :切削加工
現バリ取り工法:手作業

目的と課題
目的
「バリ取り工程の自動化・省人化」
手作業でのバリ取りでは時間がかかる。
課題
溝幅が1mmと非常に狭く、超硬カッターやブラシでは安定してバリ・切粉の除去ができない。
バリ・切粉が挟まっている箇所が多く、手作業では時間がかる。
バリ取りレポート


加工結果
- 切削加工によって発生したバリは概ね除去できた。
- 溝に挟まった切粉はすべて除去し、切粉残りゼロを達成できた。
加工のポイント
Point1 :マルチノズルによる高効率バリ取り&切粉除去
複数ある溝をひとつずつバリ取りしていると非常に時間がかかるが、マルチノズルは広範囲をまとめてバリ取り洗浄できるため、狭小隙間で大量のバリ・切粉が発生していても効率よくバリ取り洗浄が可能。
Point2 :広範囲バリ取り洗浄によって高い位置決め精度は不要
狙い撃ちバリ取りではないため、ワーク形状のバラつきや、クランプ時の位置ずれがあっても問題なく安定したバリ取り洗浄が可能。

選定機種・加工条件
選定機種

使用ノズル①
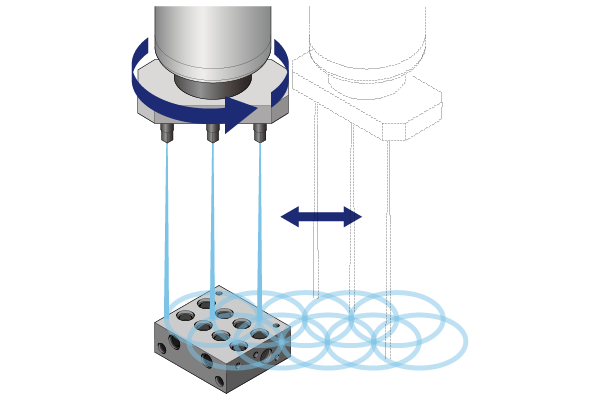
種類 : マルチノズル
特長 :複数のノズルから高圧水を噴射するタイプ。広範囲に発生したバリをまとめてバリ取りができる。また、狙い撃ちではないためワーク形状にバラツキがあっても影響を受けにくい。
加工条件
| 噴射圧力 | 50MPa |
| ノズル送り速度 | 100mm/min |
| ノズル回転数 | 100min-1 |

加工テスト受付中

スギノマシンではバリ取り研究所”デバラボ”にて、ウォータージェットやロボットでバリ取り自動化を検討されているお客様からの加工テスト依頼を随時承っております。
適切なバリ取り自動化方法の選定から加工テストによる最適条件の見極めまで、専門的なノウハウが必要な部分を担います。
まずは以下リンクよりお気軽にご相談ください。