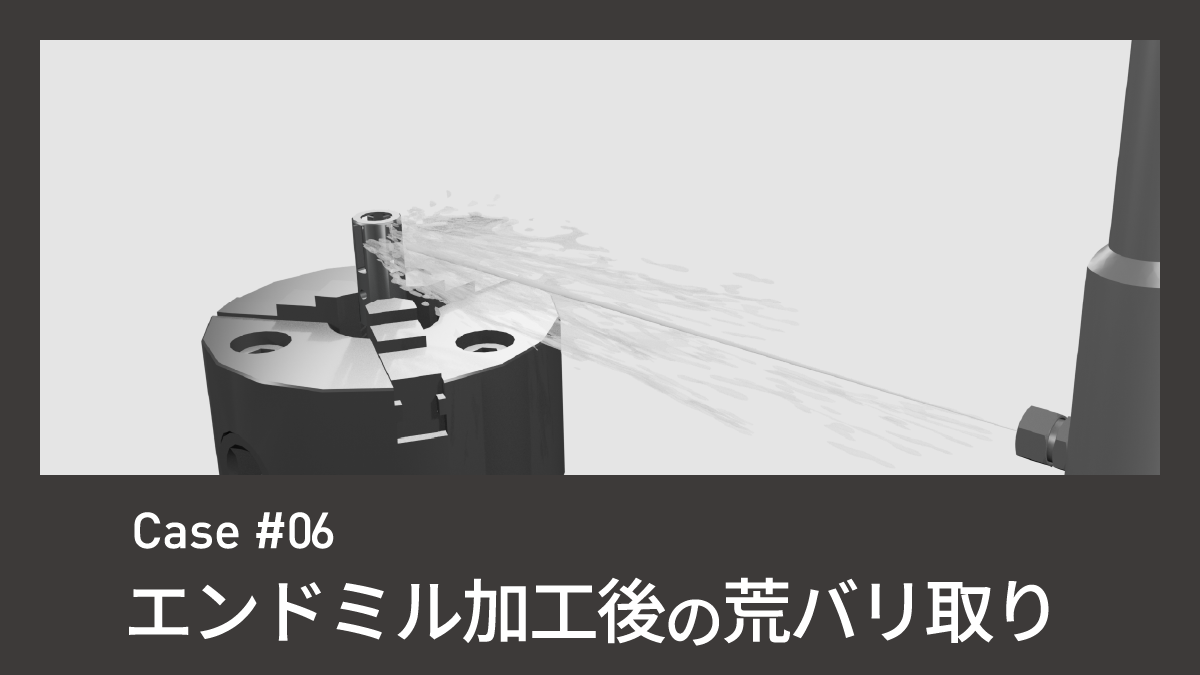
【加工事例】エンドミル加工後の荒バリ取り【ウォータージェットバリ取り#06】
ワーク情報
ワーク材質 :合金鋼
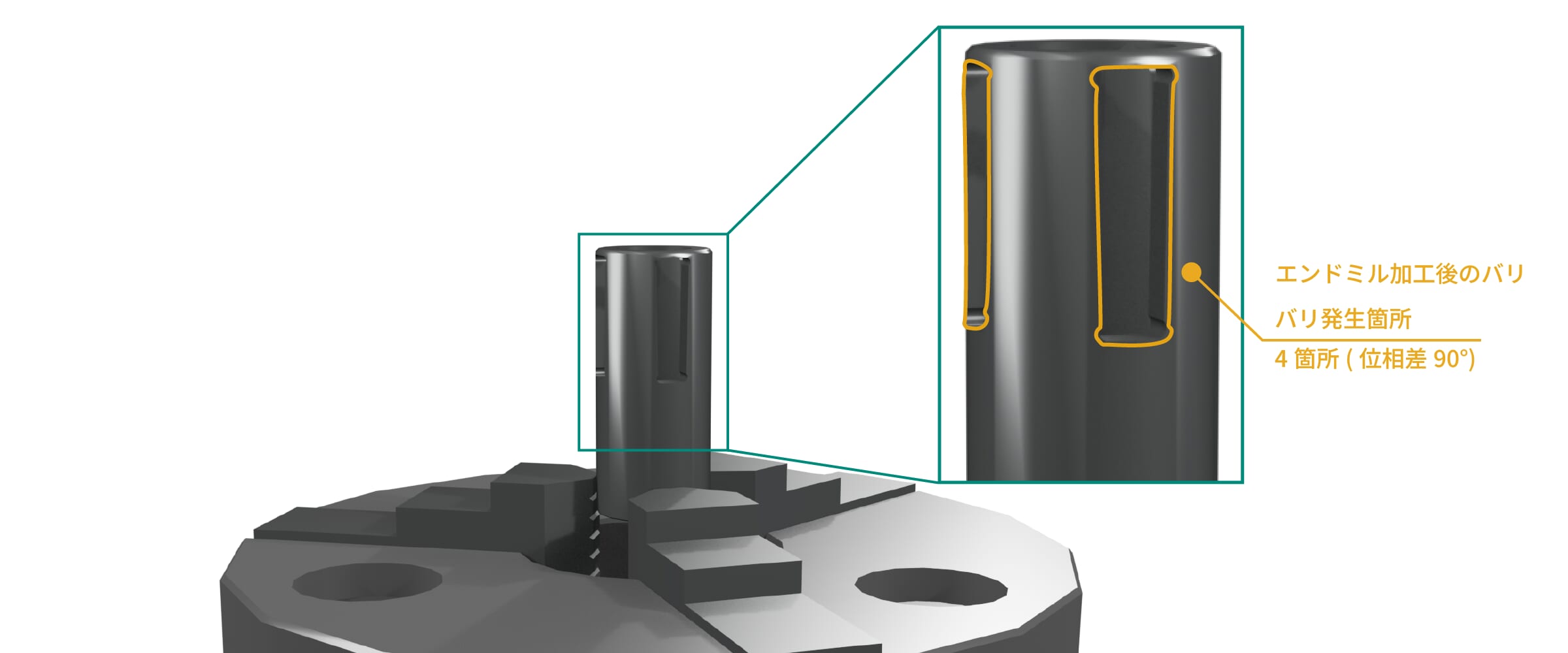
前加工 :エンドミル加工
現バリ取り工法:手作業
目的と課題
目的
「バリ取り工程の自動化・省人化」
手作業によるバリ取り作業者の負担軽減
課題
エンドミル加工によって大きなバリが発生し、バリ取り工程の負担が大きい
エンドミルの摩耗によってバリの大きさや形状がばらつく
バリ取りレポート
加工結果
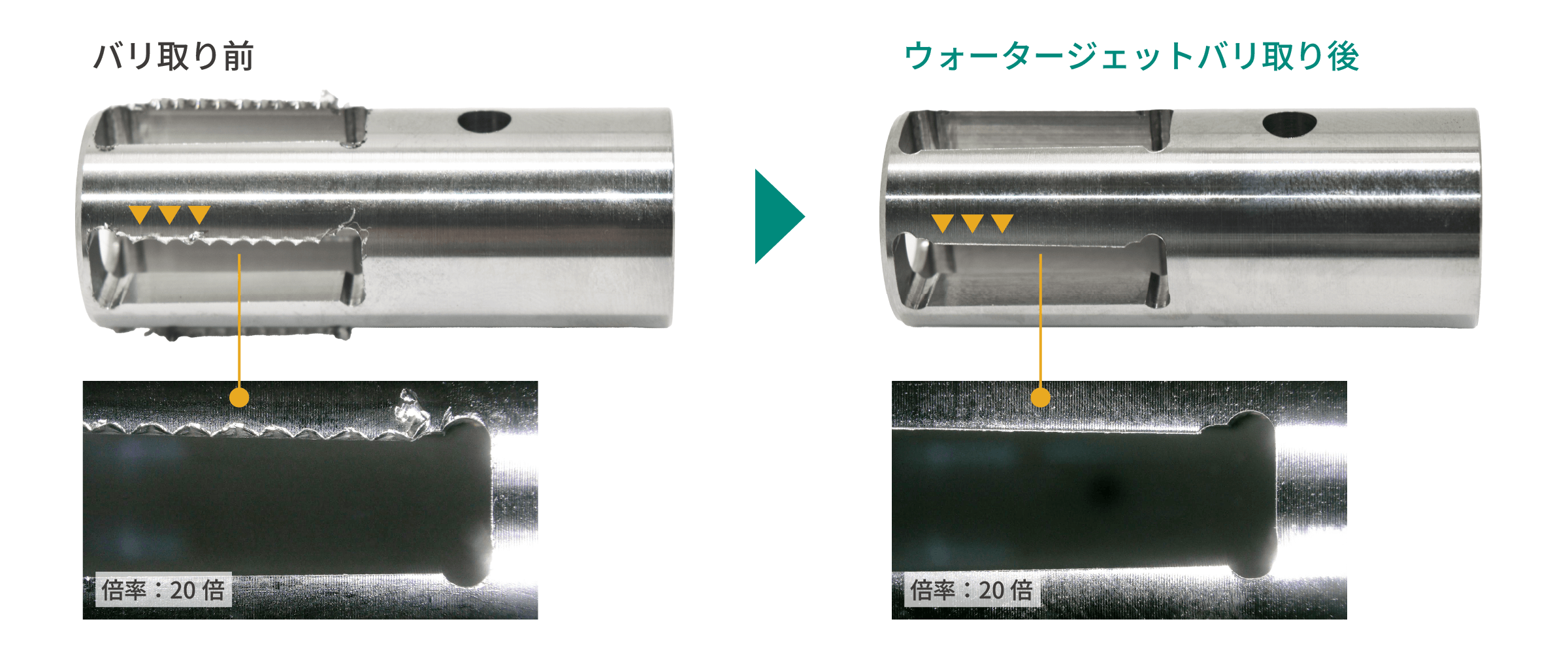
- エンドミル加工によって発生したバリの荒バリ取りができた。
- 手作業工程の負荷低減につながった。
加工のポイント
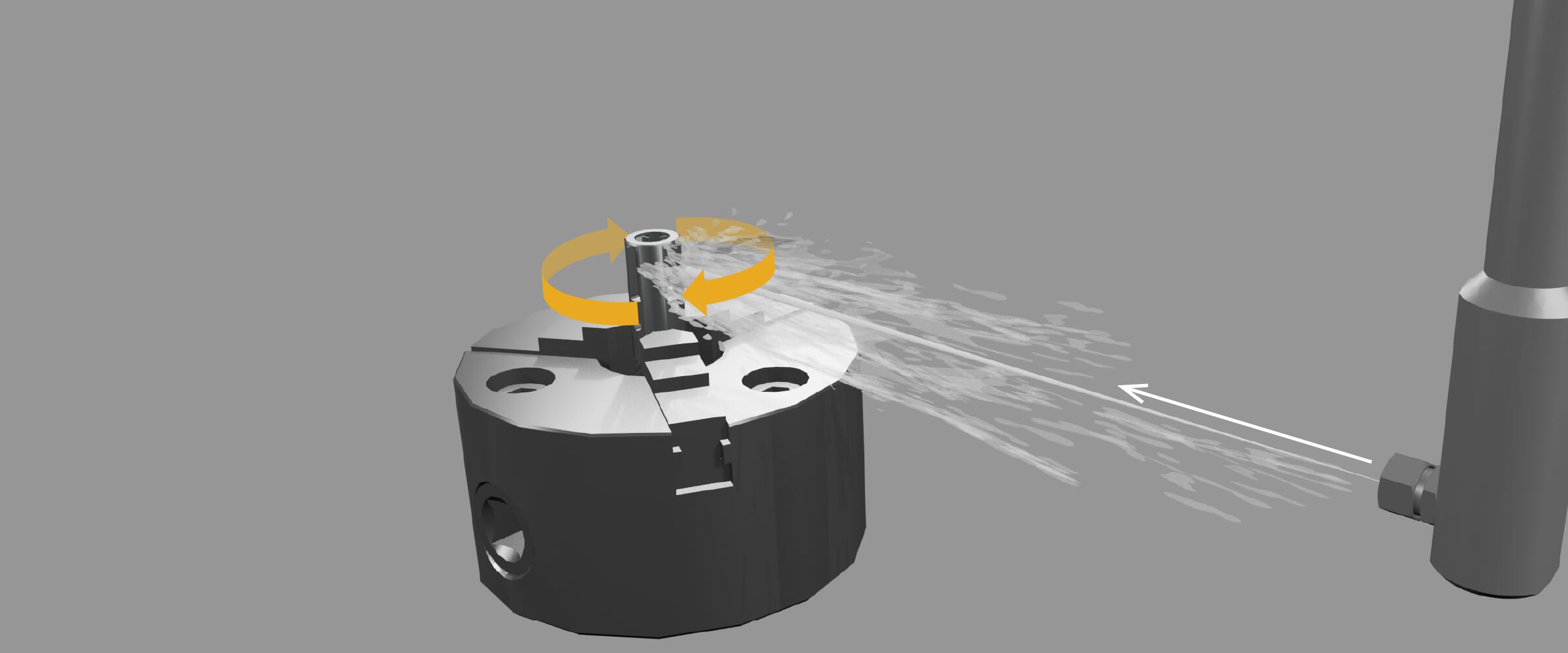
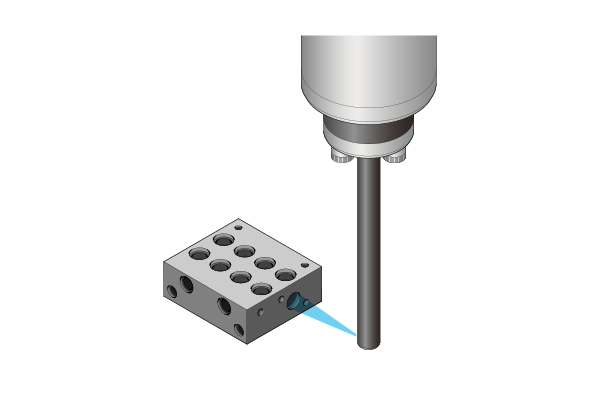
Point1 :L形ノズルによる狙い撃ちバリ取り
円周上に配置された溝に対し効率よくバリを狙い撃つためにL形ノズルを採用。
Point2 :ウォータージェットの特性で位相のずれを吸収
円筒形状のワークに対し溝が円周4等分に配置されているため、本来であればシビアな位置決め精度が求めらますが、
ウォータージェットは噴射後に広がる特性があるため、多少の位置ずれは吸収可能。

選定機種・加工条件
選定機種

使用ノズル①
種類 : L形ノズル
特長 :ワークの側面に発生したバリに対して効果的にアプローチできるノズル。ワーク姿勢を変えることなく4面を狙い撃ち可能。
加工条件
| 噴射圧力 | 50MPa |
| ノズル送り速度 | 100mm/min |

加工テスト受付中

スギノマシンではバリ取り研究所”デバラボ”にて、ウォータージェットやロボットでバリ取り自動化を検討されているお客様からの加工テスト依頼を随時承っております。
適切なバリ取り自動化方法の選定から加工テストによる最適条件の見極めまで、専門的なノウハウが必要な部分を担います。
まずは以下リンクよりお気軽にご相談ください。