【技術コラム】エッジ品質とは【バリ取り研究所#01】
エッジ品質とは
エッジ品質とは機械加工後のエッジ形状や表面性状などの特性を表したものです。切削や研削加工などの除去加工に伴て発生する「バリ」を除去する際、合わせて考えなければいけないことは製品の用途、求められている性能を満たしたエッジ品質に仕上げることです。デバラボ(バリ取り研究所)ではモノづくりにおいて軽視されがちな「エッジ」の重要性について考え、要求されるエッジ品質を満たすために有効なバリ取り工法を提案します。

JIS規格におけるエッジの寸法公差
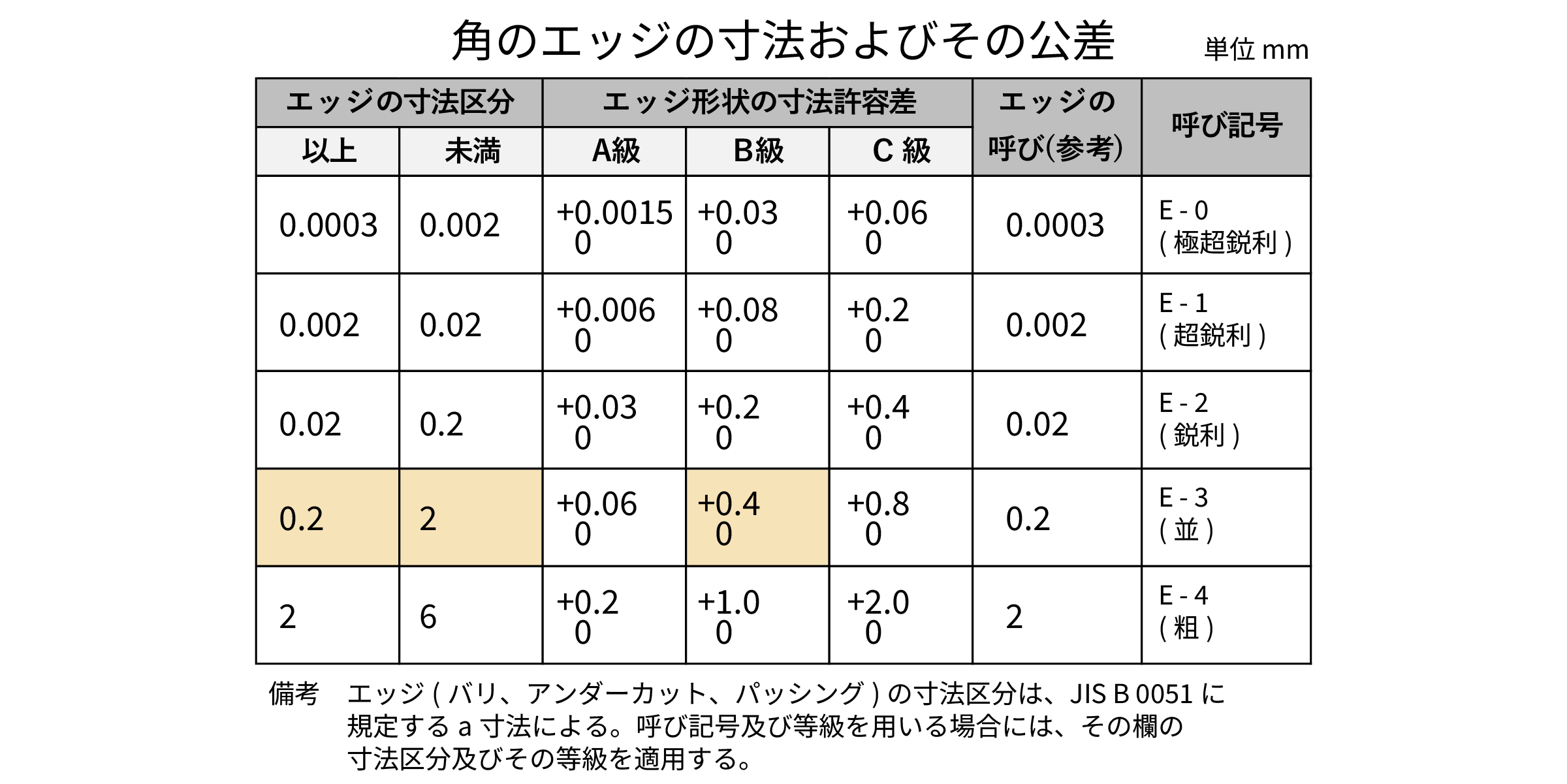
機械加工部品におけるエッジの寸法公差は「JIS B 0721」によって、下表のように寸法区分が設けられています。寸法許容差は部品が必要とする機能に応じて、厳しい品質のエッジをA級(精級)、中程度の品質のエッジをB級(並級)、緩い品質のエッジをC級(粗級)と区分されており、面取り(エッジ)の寸法区分と寸法許容差の等級からエッジ品質の基準が決められます。バリ取りを目的とした面取り加工では、寸法区分0.2~2.0、寸法許容差はB級の+0.4/0が一般的なエッジ品質の基準になります。
JIS規格におけるエッジの表面性状
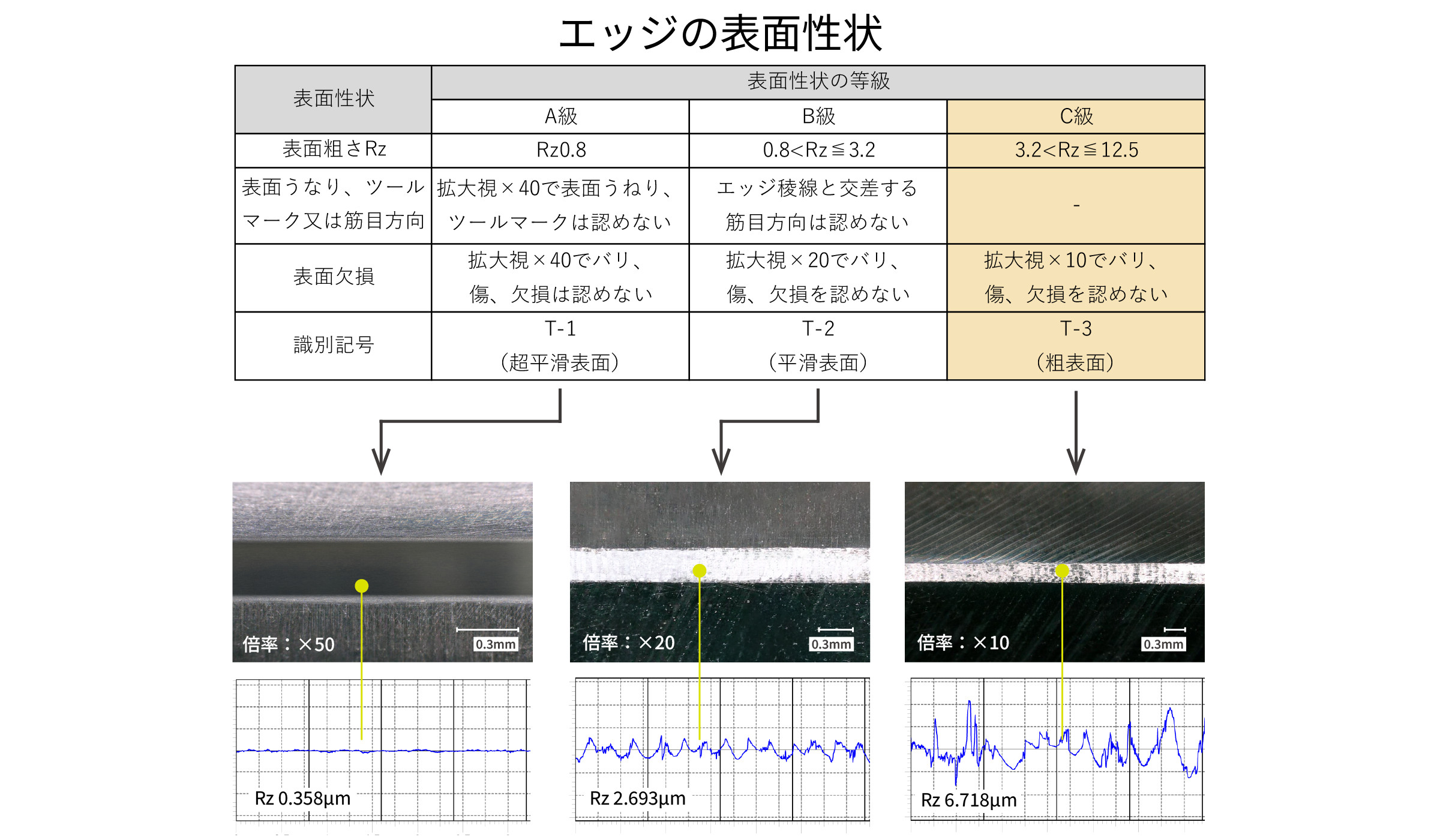
機械加工部品におけるエッジの表面性状は「JIS B 0721」によって規定されており、下表のように等級が設けられています。エッジの寸法公差と同様にA級(精級)、B級(中級)、C級(粗級)の3つの等級で区分されており、部品に求められている機能によって使い分けます。A級で定義されているRz0.8μm以下の面性状はバリ取り工具だけでは達成が難しいため、研磨などの工法で仕上げる必要があります。B級で指定されている0.8μm≦Rz≦3.2μmはバリ取り工具でも達成可能な数値ですが、量産における工具の摩耗などを考慮すると安定して達成することは困難です。特別にエッジの面性状が求められていない限りはC級を目安に仕上げることが最も現実的です。
バリ取りの目的と品質基準
バリ取りの目的
図面上で頻繁に見かける「バリなきこと」、「糸面取りのこと」という言葉は便利な言葉である一方で、非常に曖昧な指示であり、バリ取りの目的や意図が伝わりにくい表現です。バリ取り・エッジ仕上げの目的は多岐にわたりますが大きく分類すると以下の3つに分けられます。
目的① 安全 : バリによるユーザーの怪我リスク低減
目的② 機能 : 有害なバリによる部品の異常な摩耗や製品の故障誘発を抑制
目的③ 外観 : 均一なバリ取りによる外観品質の確保
バリ取りの品質基準
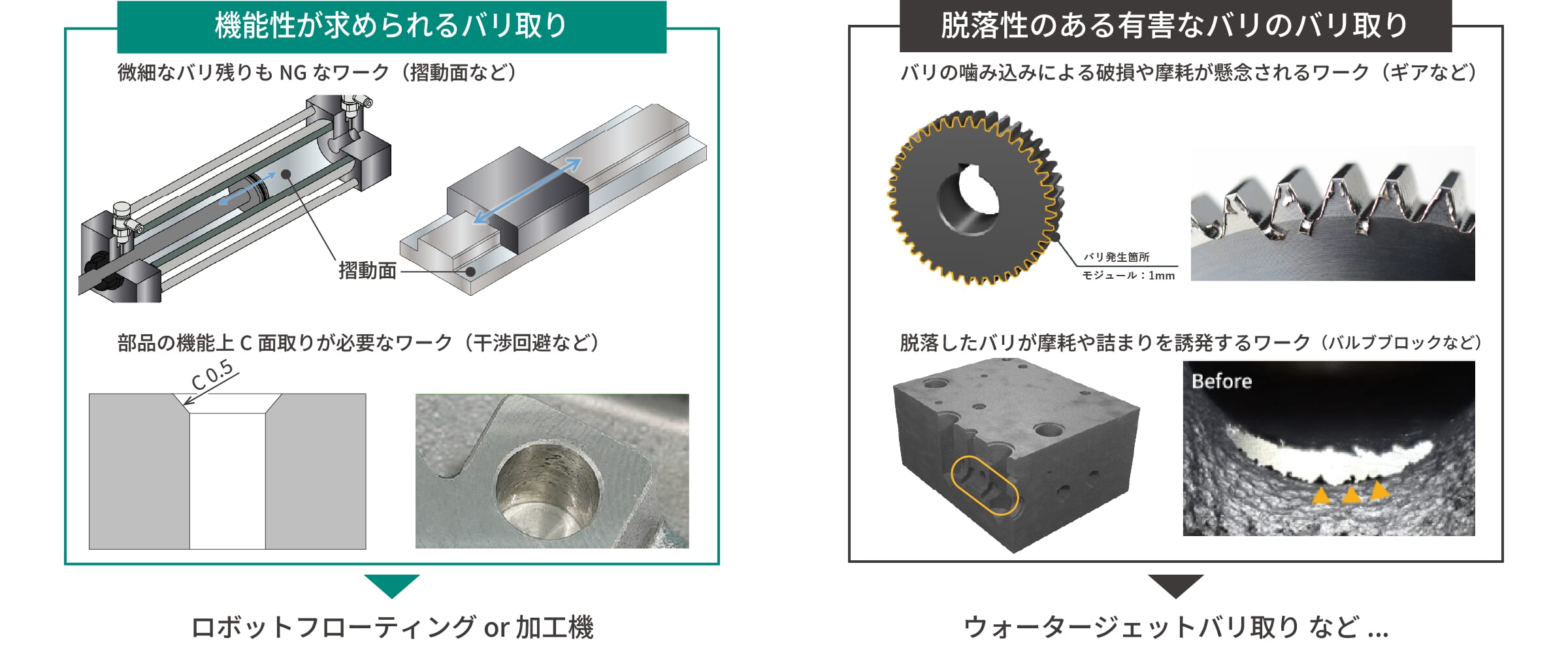
バリ取りの品質基準はバリ取りの目的によって異なります。エッジに機能性が求められるケースではバリ取り工法の選択がエッジ品質を左右します。例えば図面に面取り指示が入っている場合は基本的に刃物による除去加工が必要であり、刃物以外の工法では困難です。一方で面取り不可、ピン角指示、脱落性のあるバリの除去だけを目的とした場合、ウォータージェットのような刃物以外のバリ取り工法が有効です。
加工テスト受付中

スギノマシンではバリ取り研究所”デバラボ”にて、ウォータージェットやロボットでバリ取り自動化を検討されているお客様からの加工テスト依頼を随時承っております。
適切なバリ取り自動化方法の選定から加工テストによる最適条件の見極めまで、専門的なノウハウが必要な部分を担います。
まずは以下リンクよりお気軽にご相談ください。