【加工事例】シリンダーブロック【ロボットバリ取り#02】

ワーク情報
ワーク情報
材質
- ADC12
前加工
- ダイキャスト
バリの種類
- 鋳造バリ
加工情報
加工内容
- バリ高さ0.1mm以下指示
現在の加工方法
- 平ヤスリ・丸ヤスリ・リューターを使って手作業
合格判断基準
- バリ高さが0.1mm以内に収まっていること
- 形状が変わるほどに母材を削りすぎないこと
- 目視でわかるバリが残存していないこと

課題
課題① : 重量物かつ加工箇所が多いため、作業者の負担が大きく時間もかかる
課題② : 作業者の熟練度で品質に差ができる
課題③ : 必要以上にワークを削り過ぎる不具合が発生することもあり、歩留まりが悪化
バリ取り診断
目的・目標値
目的
- バリ取り品質の安定化
- 作業者の負荷軽減
- バリ取り時間の短縮
目標値
- バリ高さ : 0.1mm以下
- サイクルタイム : 150秒/個
自動化を困難にさせる要因
要因1 : 形状
曲線や細かな凹凸など形状が複雑で、正確な加工パスをプログラムするのが困難
要因2 : 加工箇所の多さ
5面加工が必要な上に加工範囲も広いうえに形状の複雑さも相まり、プログラム制作難度とCTが厳しい
要因3 : 材質
アルミ鋳物で寸法や形状にばらつきが生じるため、面取り量が安定しない
選定機種・加工条件
選定機種

使用工具

種類 :フローティング加工専用刃物
直径 : Φ10
使用ロボット

機種 : 垂直多関節ロボット
可搬質量 : 25kg
※リーチ対応のため
加工条件
| 回転速度 | 20,000min-1 |
| 送り速度 | 6,000mm/min |
| フローティング エア圧 |
0.05MPa |
| 押し込み量 | 3mm |
加工レポート
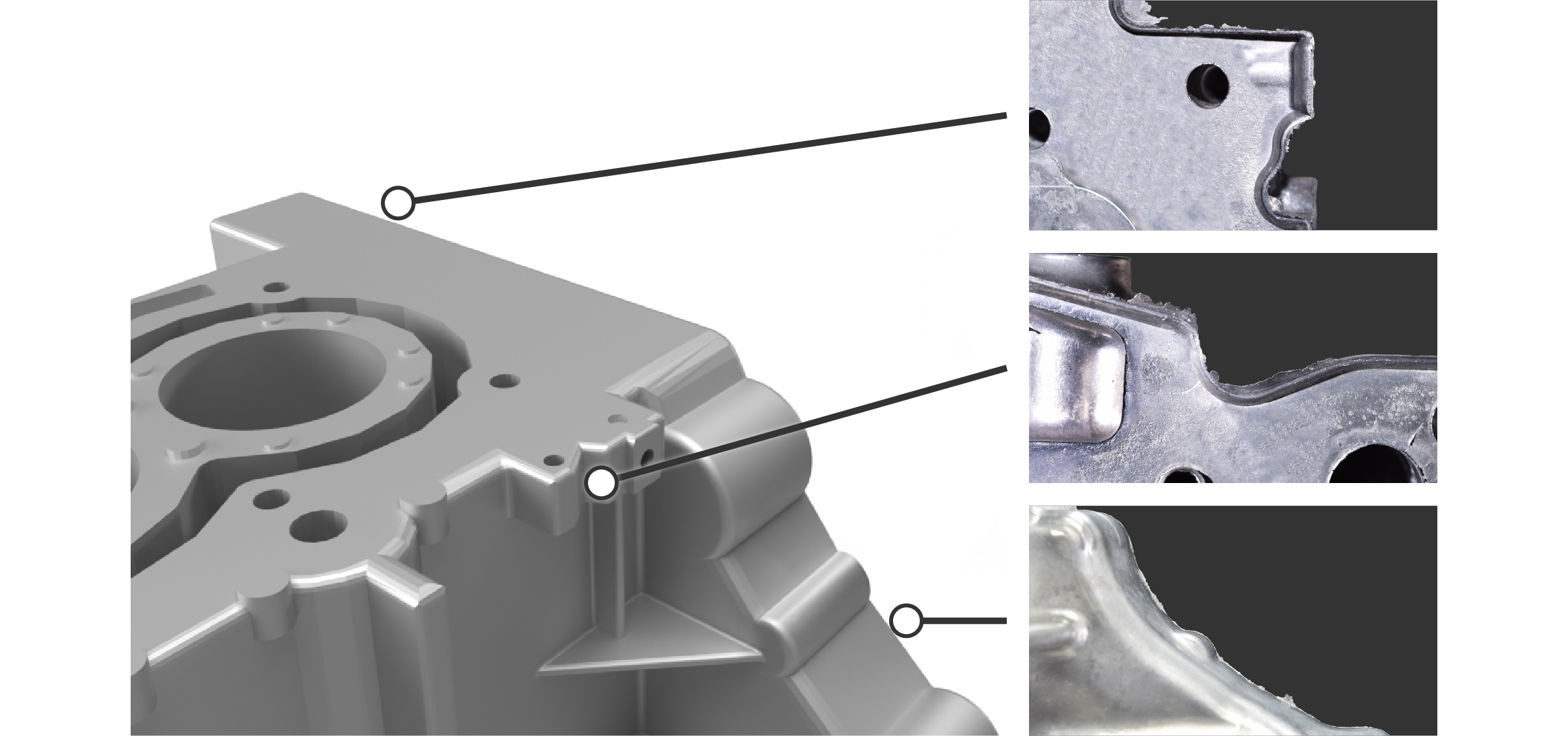
加工結果
- バリ高さ : 残存なし
- 母材削り込み : MAX.0.15mm
- サイクルタイム : 90秒/個
加工のポイント
Point1 : 傾動フローティングが複雑形状を追従
360°傾動する機構によって、刃物を一定の荷重で形状にならわせながら加工!
軸中心へ応答性の高い求心力があるため、複雑形状であっても刃物が離れず形状に追従!
Point2 : 高速バリ取り&ティーチング簡略化
ロボットの送り速度6,000mm/min以上でも安定したバリ取りが可能でサイクルタイム短縮に貢献!
正確に形状をトレースするのが難しい曲線部や細かな凹凸部もフローティング機構が形状に追従させることでティーチングを簡略化!
Point3 : 形状寸法のバラツキもフローティング機構が吸収
傾動フローティング機構によって形状寸法のバラツキにもならって加工!
プログラム補正しなくても、削り過ぎ削り残しのない安定した品質に!
加工動画
加工テスト受付中

スギノマシンではバリ取り研究所”デバラボ”にて、ロボットでバリ取り自動化を検討されているお客様からの加工テストを随時承っております。
適切なバリ取り自動化方法の選定から加工テストによる最適条件の見極めまで、専門的なノウハウが必要な部分を担います。
まずは以下リンクよりお気軽にご相談ください。