【加工事例】鋳造部品の複数種類バリ取り【ロボットバリ取り#05】

ワーク情報
ワーク情報
材質
- AC4C
前加工
- グラビティ鋳造、フライス加工
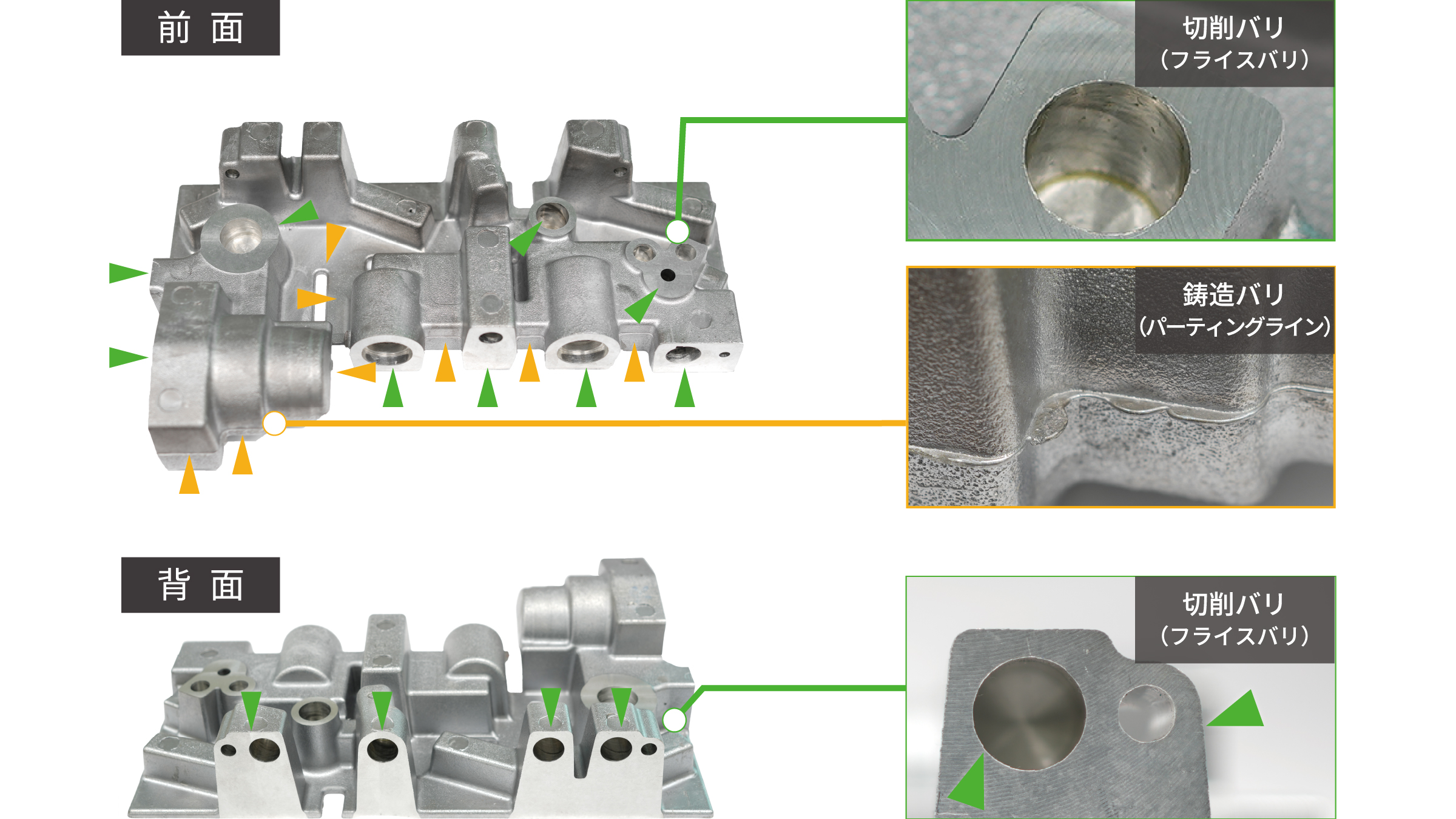
バリの種類
- 鋳造バリ、切削バリ
加工情報
加工内容
- フライス加工後のエッジ面取りC0.3指示
- パーティングライン(鋳造バリ)の高さ0.1mm以下
現在の加工方法
- ヤスリ・リューター、ベルトサンダーを使い分け手作業
合格判断基準
- C面がC0.3以内に収まっていること
- 手で触ってわかるバリが残存していないこと

課題
課題① : 生産数が多いため作業者の負担が大きく、バリの取り忘れが発生する
課題② : 作業者の熟練度で品質に差ができる
バリ取り診断
目的・目標値
目的
- バリ取り品質の安定化
- 作業者の負荷軽減
- 手作業の自動化または省人化
目標値
- 面取り量 : C0.3以内
- バリ高さ : 0.1mm以下
- サイクルタイム : 70秒/個
自動化を困難にさせる要因
要因1 :材質
グラビティ鋳造のアルミ鋳物のため、寸法や形状にばらつきが生じるため、面取り量が安定しない
要因2 : バリの種類
2種類のバリがあり、1つのツールや工具のみでは対応できない
要因3 : サイクルタイム
加工箇所が多く、目標CT内に加工するにはATCやハンドチェンジする余裕がない
選定機種・加工条件
選定機種

使用ユニット②
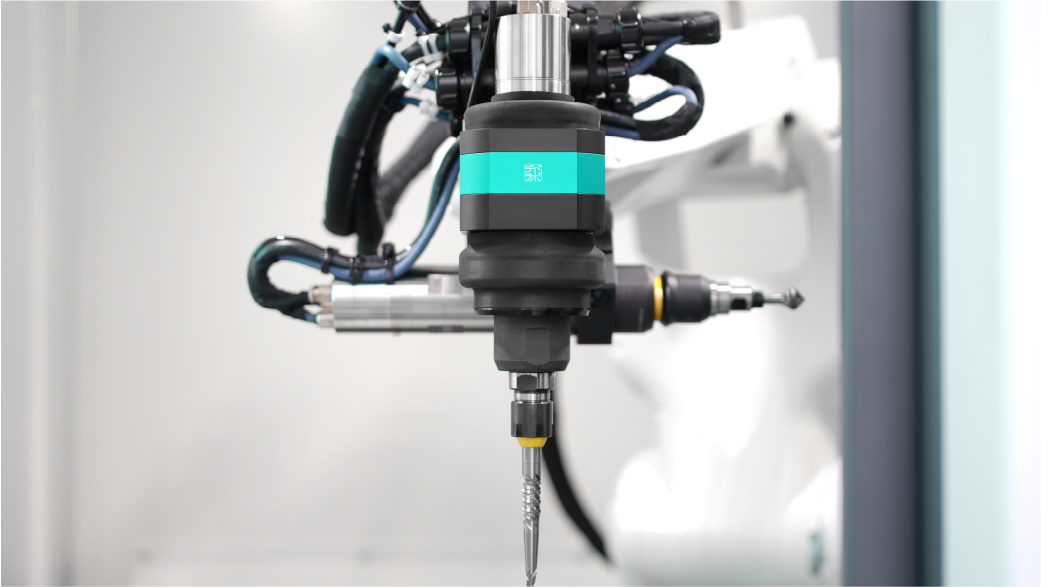
型式 : BRQ-EL02
フローティングタイプ : 傾動型
※RDM-S専用ユニット
使用ロボット
機種 : 垂直多関節ロボット
可搬質量 : 7kg
使用工具(伸縮型用)
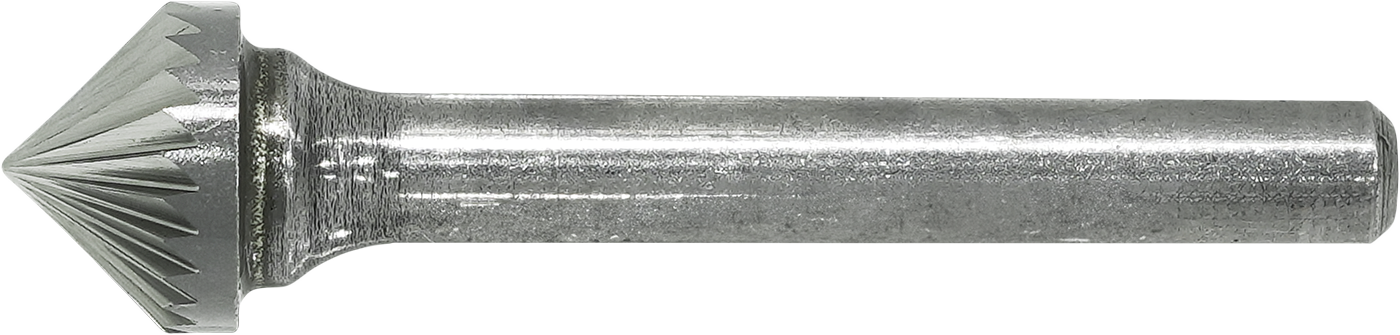
種類 : 超硬ロータリーバー
形状 : 90°円錐型
刃先 : ストレート刃/シングルカット
直径 : Φ12.7
使用工具(傾動型用)

種類 :フローティング加工専用刃物
直径 : Φ10
加工条件
| BRQ-EZ01 | BRQ-EL02 | ||
|---|---|---|---|
| 回転速度 | 8,000min-1 | 回転速度 | 15,000min-1 |
| 送り速度 | 6,000mm/min | 送り速度 | 6,000mm/min |
| スプリング | 弱スプリング | フロート圧 | 0.05MPa |
| 押し込み量 | 3mm | 押し込み量 | 3mm |
加工レポート
加工結果
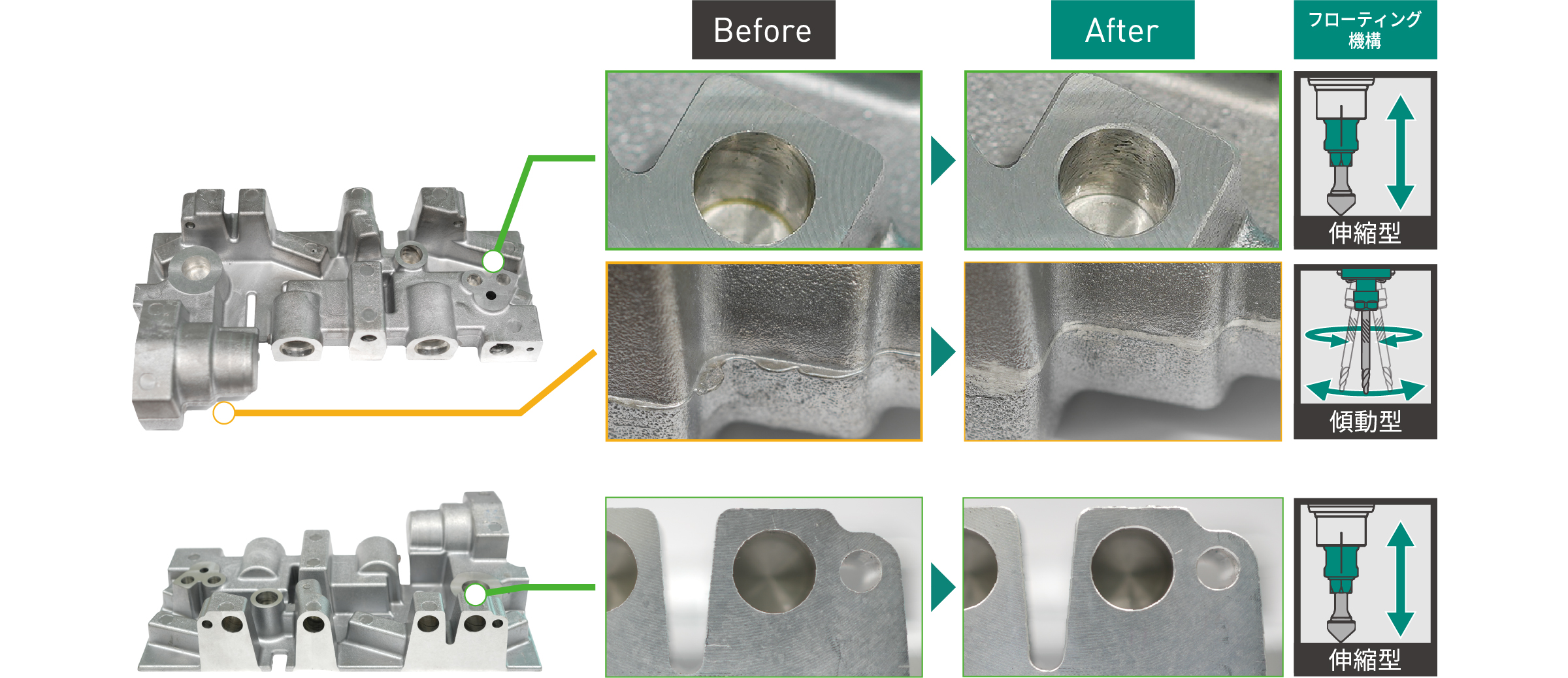
加工結果
- 面取り量 : MAX.C0.29 MIN.0.22
- バリ高さ : 0.1mm以下
- サイクルタイム : 60秒/個
加工のポイント
Point1 : プログラム補正が不要
フローティング機構が寸法や形状のバラつきを吸収し品質安定化!
Point2 : バリの種類に適合したフローティング機構
伸縮型・傾動型の2種類のフローティング機構を使い分け。
切削バリには伸縮型、鋳造バリには傾動型で加工することで高速・高品質なバリ取りを実現!
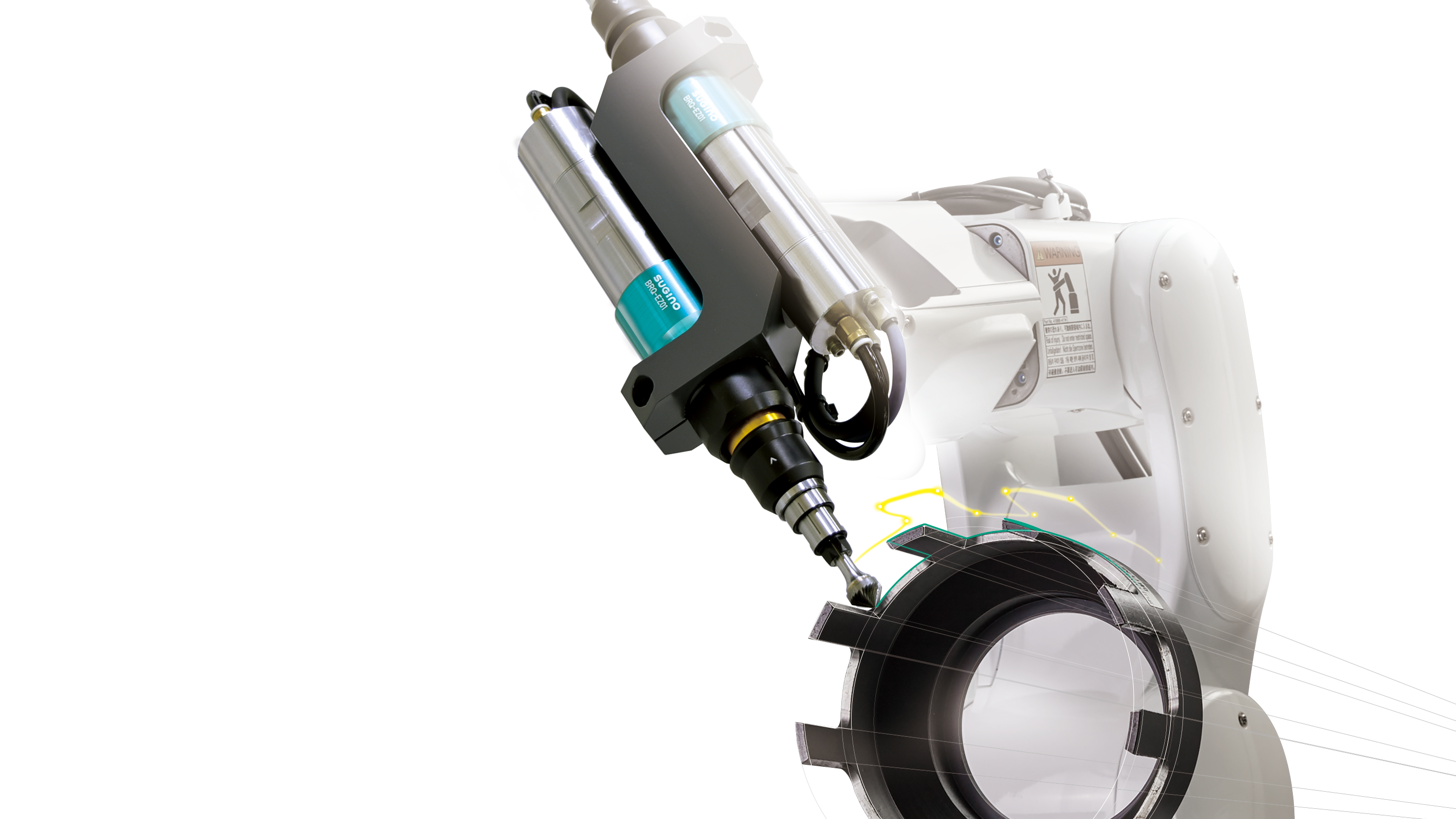
Point3 : ツインスピンドルで高速ツールチェンジ
伸縮型・傾動型の2種類のフローティング機構をを2本把持。ロボットハンドを回すだけでツールチェンジ!
素早く工具交換が完了し、サイクルタイム短縮に貢献!
■ ツインスピンドルによるツールチェンジ
加工テスト受付中

スギノマシンではバリ取り研究所”デバラボ”にて、ロボットでバリ取り自動化を検討されているお客様からの加工テスト依頼を随時承っております。
適切なバリ取り自動化方法の選定から加工テストによる最適条件の見極めまで、専門的なノウハウが必要な部分を担います。
まずは以下リンクよりお気軽にご相談ください。