【加工事例】スパイラルベベルギアの歯形修正【ロボットバリ取り#06】
ワーク情報
ワーク情報
材質
- SCM435
前加工
- シェービング加工
バリの種類
- その他
加工情報
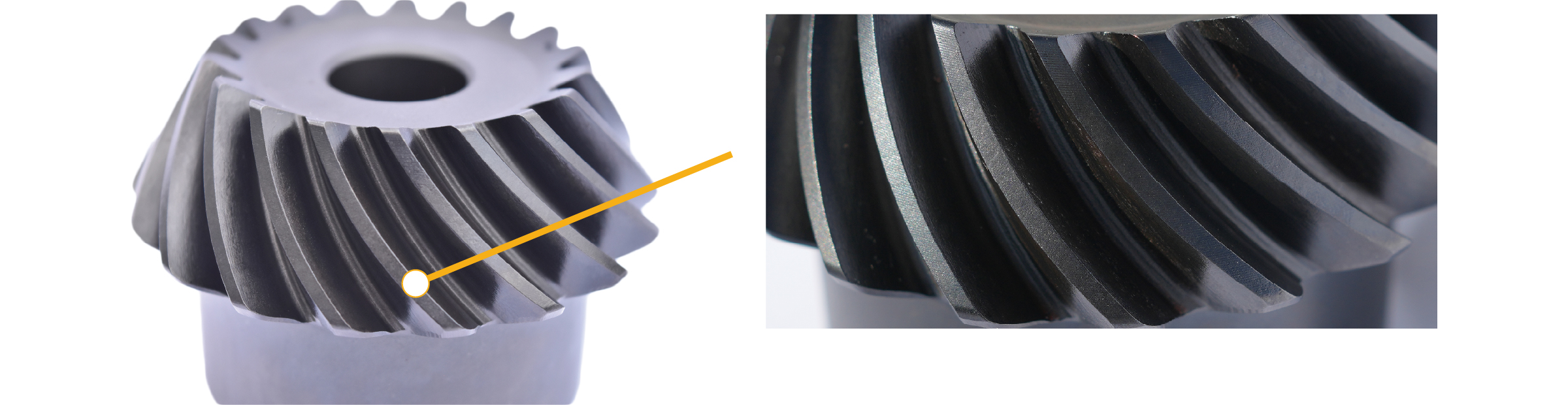
加工内容
- 歯形修正
- 歯先をC0.45±0.15の面取り加工
現在の加工方法
- ペーパーグラインダーを使って手作業
合格判断基準
- C面がC0.45±0.15に収まっていること
- 歯面側にバリが残存なきこと
- 歯面、歯底への傷がなきこと

課題
課題① : 長時間集中する作業ため作業者の負担が大きい
課題② : 作業者の熟練度で品質に差ができる
課題③ : 加工箇所が繰り返しの同一形状で加工忘れや二重加工が発生しやすい
バリ取り診断
目的・目標値
目的
- 面取りの均一化、品質の安定化
目標値
- 面取り量 : C0.45±0.15
- サイクルタイム : 8秒/1歯以内
自動化を困難にさせる要因
要因1 : 形状
- 加工箇所が不定形の曲線のため、輪郭をトレースしたティーチング難度が高い
- 輪郭を正確にトレースさせるにはロボットの送り速度を下げる必要があり、CTを満たさない
要因2 : 品質
- 製品機能に悪影響を及ぼす恐れがあるため面取りに公差があり、均一な面取りを求められる
要因3 : ツール寿命
- ペーパーグラインダーはツール寿命が短く、頻繁に手作業でのツール交換が求められるため、自動化のメリットが薄い
選定機種・加工条件
選定機種

使用工具
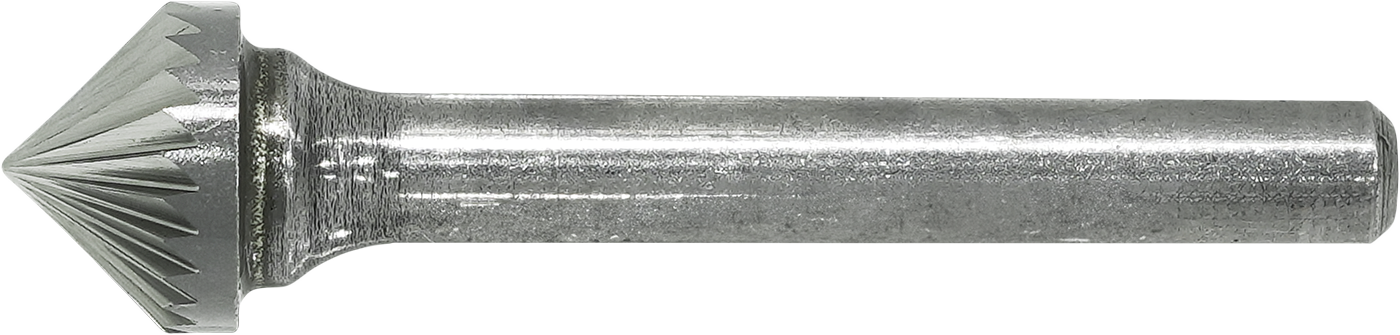
種類 : 超硬ロータリーバー
形状 : 90°円錐型
刃先 : ストレート刃/シングルカット
直径 : Φ12.7
使用ロボット
機種 : 垂直多関節ロボット
可搬質量 : 7kg
加工条件
| 回転速度 | 20,000min-1 |
| 送り速度 | 1,800mm/min |
| スプリング | 弱スプリング |
| 押し込み量 | 1~6mm |
加工レポート
加工結果
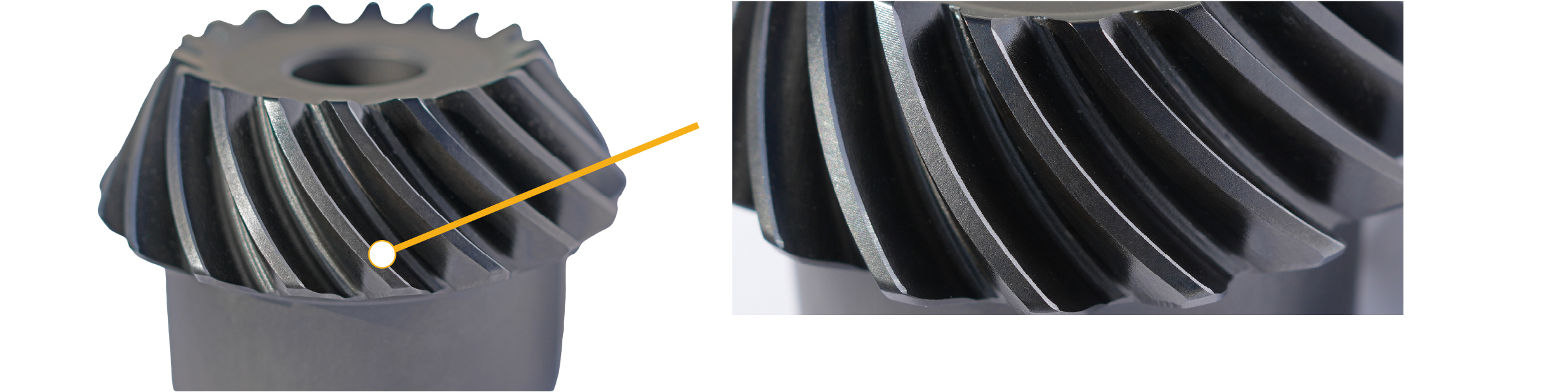
加工結果
- 面取り量 : MAX.C0.48 MIN.C0.37
- サイクルタイム : 1.5秒/1歯以内
加工のポイント
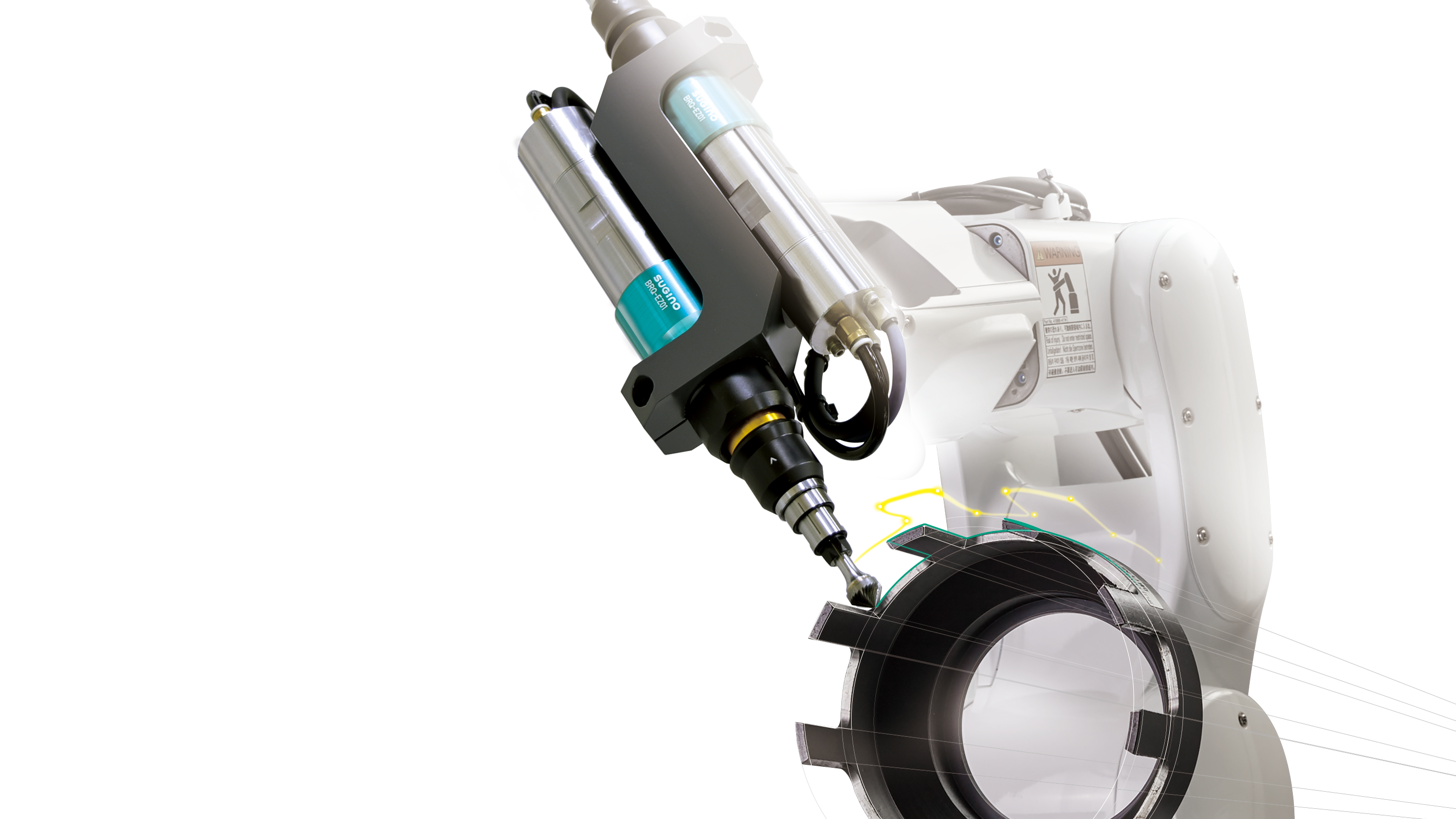
Point1 : フローティング機構+回転テーブルでロボットは直線動作のみ
回転テーブルとロボットを同期させポジショナー兼付加軸して採用。
ワークの曲線に合わせ回転テーブルを回すことでロボットは直線動作のみに!
Point2 : 加工軌跡のズレはフローティング機構が吸収
伸縮型フローティング機構によってツールが輪郭を追従!
一定圧力でツールがならうので面取り品質も均一化!
Point3 : 超硬ロータリーバーを採用
ペーパーグラインダーと比較しツールの交換頻度を大幅低減!
加工動画
準備中…
加工テスト受付中

スギノマシンではバリ取り研究所”デバラボ”にて、ロボットでバリ取り自動化を検討されているお客様からの加工テスト依頼を随時承っております。
適切なバリ取り自動化方法の選定から加工テストによる最適条件の見極めまで、専門的なノウハウが必要な部分を担います。
まずは以下リンクよりお気軽にご相談ください。