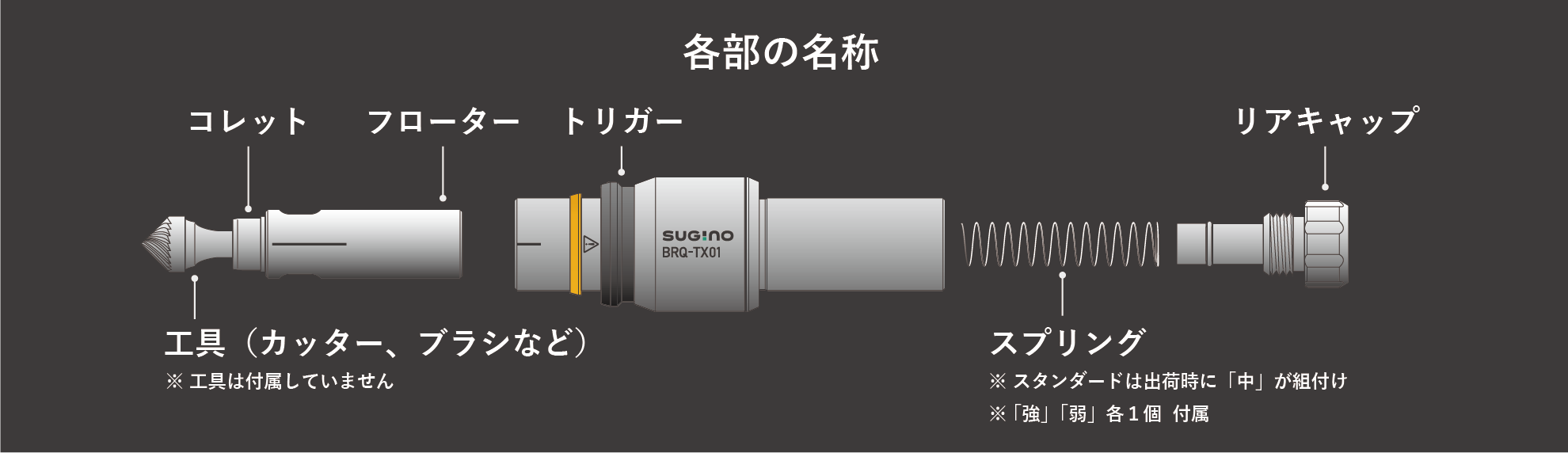
取扱説明書 BARRIQUAN [ BRQ-TX01 ]

フローティング機構を搭載したバリ取り用のツールホルダ「BARRIQUAN BRQ-TX01」の取扱説明書(Webマニュアル)です。
1. 注意事項
2.工具選定
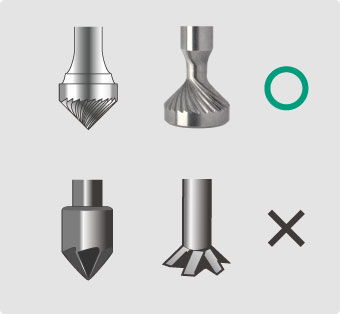
カッター:先端の角度は90°を推奨
先端開き角が90°の円錐型超硬ロータリーバーが適しています。
鋭角なカッターを使用すると、フローティングを妨げる力が働いて、工具の寿命が短くなります。
カッター:刃数は多い方が良い
フローティング加工には刃数が多いカッターが適しています。刃数が少ないと、仕上がり面が悪化します。
ブラシ:毛先に切削力がある方が良い
バリの厚みが0.15mm未満の場合、ブラシを使ってもバリ取りすることができます。
フローティング機構によって摩耗した分だけ先端が伸びるため、安定したバリ取り加工が可能となります。
3.工具の着脱方法
1.シャンクからフローターを外します。
2.フローターに工具を取り付け(取り外し)ます。
注意
工具着脱の際、コレットのねじ込みにはフレアナットレンチ(3点で支持)をご使用ください。
スパナ(2点支持)でねじ込みますと、工具に振れが発生し加工面の仕上りに影響します。
ブラシを使用する場合はφ20以下としてください。
工具はφ6コレットに取り付けます(スパナ呼び10、13)。
コレットの締め付けトルクは6N・mです。
4.回転数と送り速度の設定
回転数は2,000~12,000min-1の範囲でご使用ください。
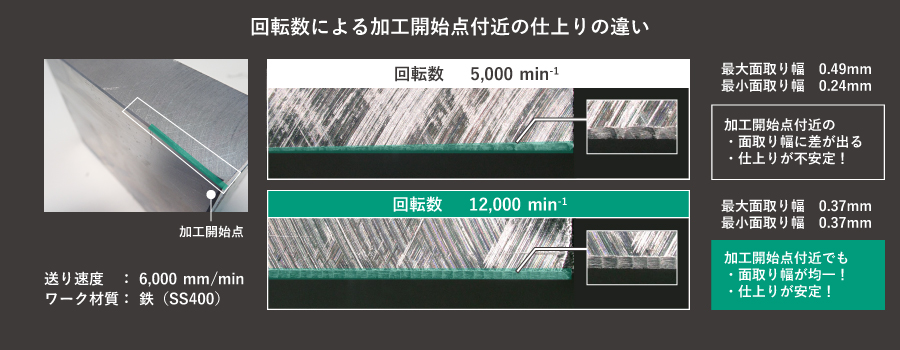
フローティング加工は加工開始点付近において仕上りが不安定になる傾向にあります。
高速回転であればその不安定領域においても安定した仕上りを得られます。
高速高送り加工でCTを短縮
伸縮型のフローティング加工では、回転数と送り速度の関係は 1:0.3~0.6 が目安です。
許容回転数が高いほど、高送りで加工することができます。
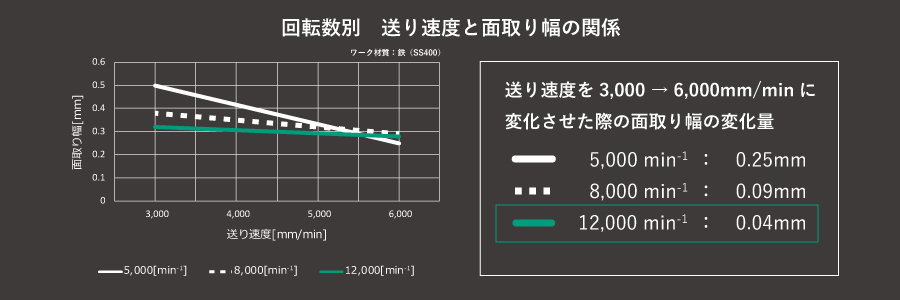
また、回転数が高いほど、送り速度による面取り幅の変化量が小さくなります。
5.その他の加工条件の設定
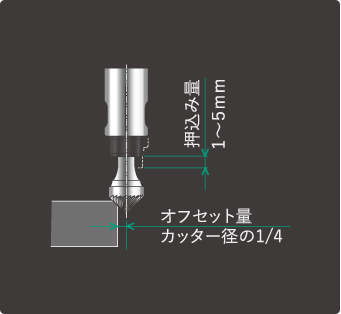
オフセット量と押し込み量の設定
オフセット量は目安として、カッタ径の1/4に設定してください。
押し込み量は目安として1~5mm程度で設定してください。
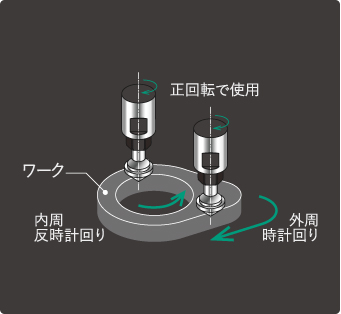
加工パスの設定
ダウンカットとなるように加工パスを作ってください。
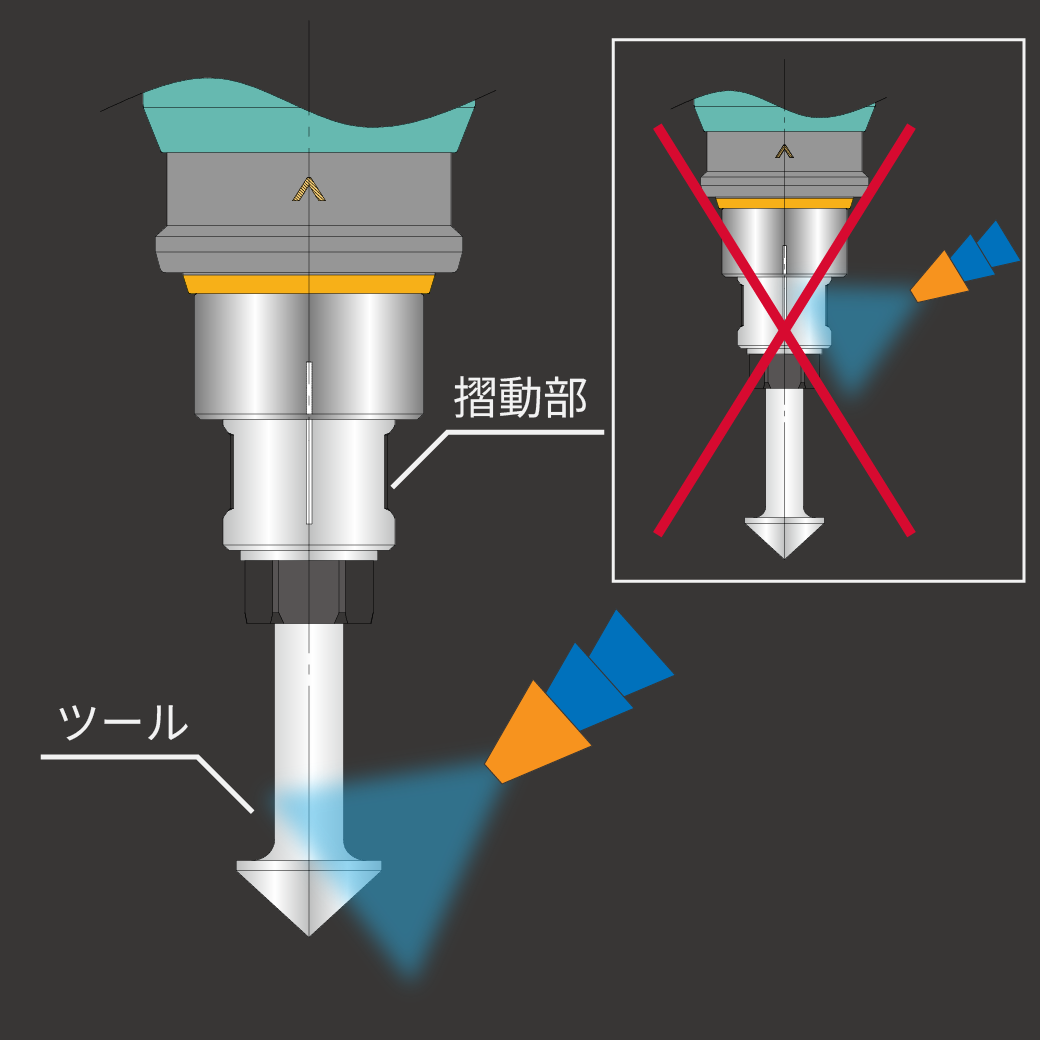
クーラントの使用
クーラントはツールの刃先にのみかかるよう使用し、摺動部にはかからないようにしてください。
クーラント使用後は、必ず本体のメンテンスを実施ください。
清掃しない場合、動作不良、錆の原因となります。
6.加工条件の目安
加工条件の目安は被削材や使用するフローターによって変わります。
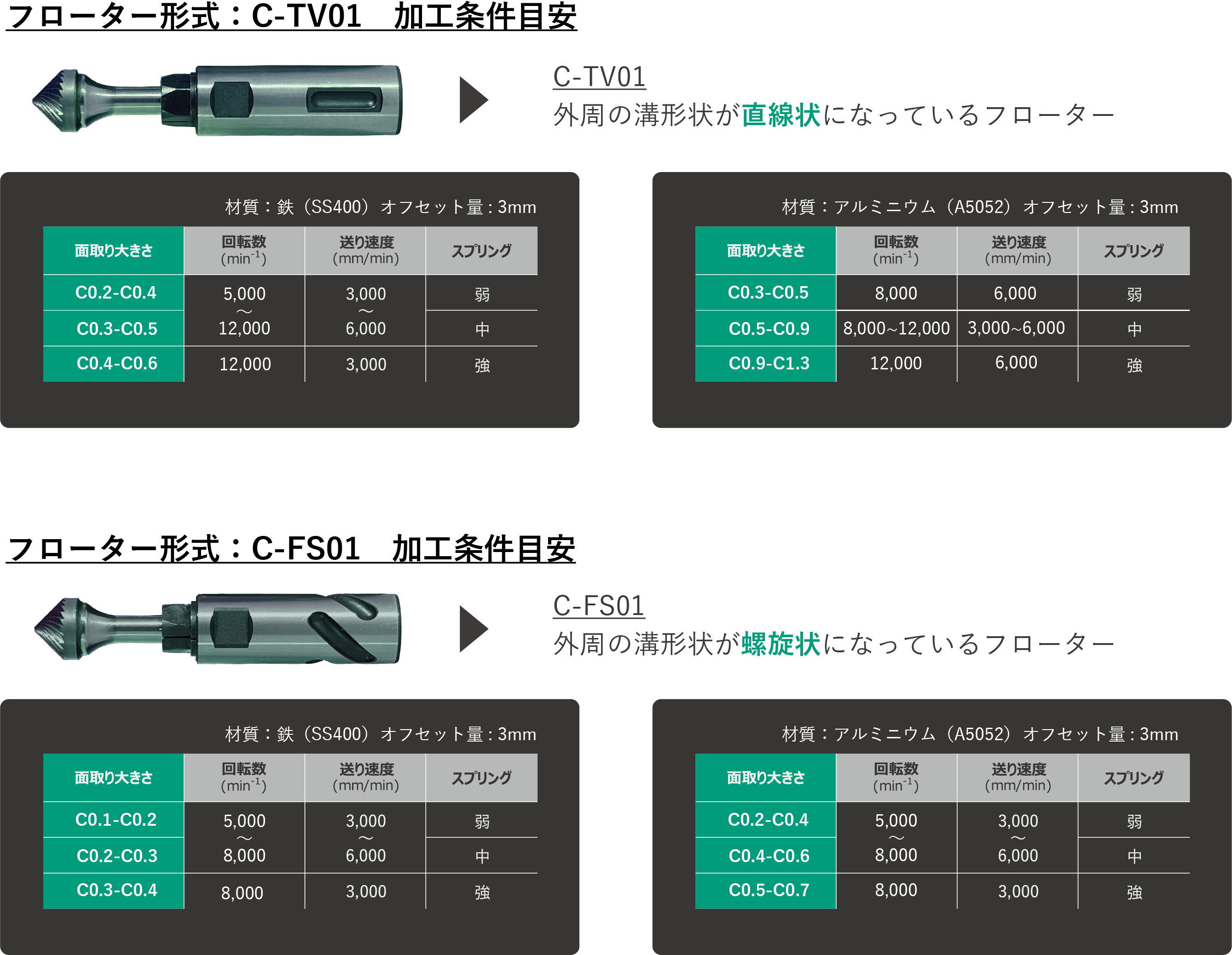
上記表を加工条件の目安としてください。
C-TV01よりもC-FS01の方が面取り幅が小さくなる傾向にあります。
やわらかい材質は面取り幅が大きくなる傾向にあります。
工具の取付け時に振れが発生した場合、面取り幅は大きくなります。
面取り幅を小さく加工したい場合は、先端振れ精度0.01mm/rev以下としてください。
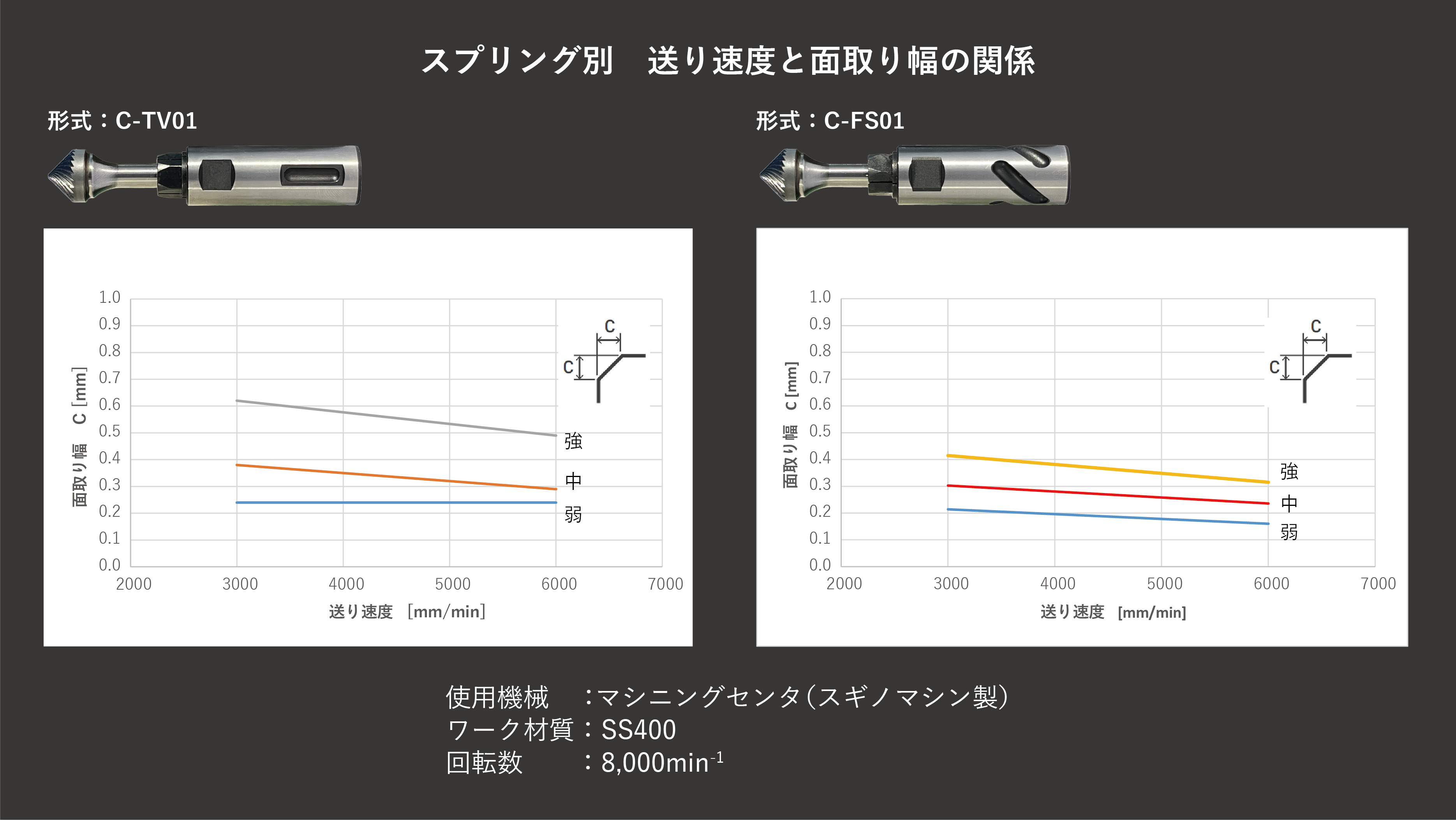
7.押付圧力(加工圧力)の設定
まずは、本体に組付けられているスプリング(中)を使用して加工してください。
面取りを大きくしたい場合は、スプリング(強)に交換して加工してください。
面取りを小さくしたい場合は、スプリング(弱)に交換して加工してください。
リアキャップは手で着脱でき、スプリングの交換に分解工具は不要です。(※高速回転で使用しても緩みにくい構造です)
スプリングの強さによって面取り幅が変わるため、適切なスプリングを選択してご使用ください。
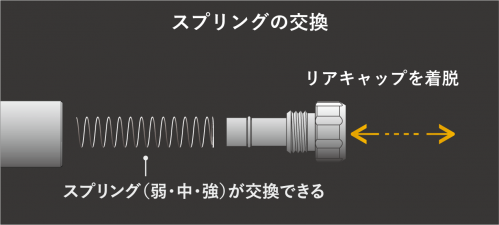
スプリングの交換方法
9.メンテナンスについて
1.工具の交換について
刃に欠けが生じる、または切削力が著しく低下した場合、工具を新品に交換してください。
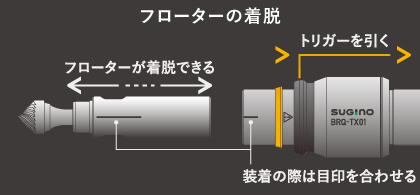
2.フローターのお手入れ/交換
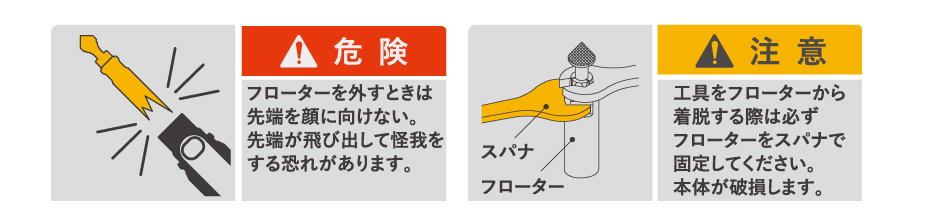
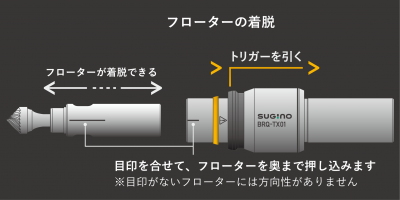
フローターの着脱
トリガーを引くことで先端のフローターを外せます。
これにより、外段取りが可能となるため、工具交換の手間が大幅に低減します。
メンテナンス方法
分解工具を使わずにメンテナンスができます。
日々のメンテナンスがしやすいので、長くご使用いただけます。
フローター先端の振れが0.03mm/rev以上となった場合、フローターを交換してください。
フローター外周面にキズや打痕が発生した場合交換してください。
注意
- 6N・mを超えてコレットを締め付けた場合、フローターに圧痕が付き、摺動不良となる恐れがあります。
圧痕が付いたフローターは交換してください。
3.スプリングの交換
10万回を目安に交換してください。
コイルスプリングは長期間使用すると圧力が低下します。