高圧洗浄とは

1. 高圧洗浄とは
高圧洗浄機が普及した要因として、他の洗浄方法と比べて汚れを除去する能力が各段に優れていることが挙げられます。
高圧水の噴射エネルギーを有効に活用して、洗浄とバリ取りを同時に行えるほか、以下のような特長があります。
- 洗浄・バリ取りが短時間で確実に行えるため、量産自動ラインに適している。
- 洗浄後の部品清浄度が良い。
- 交差穴や深穴などもバリ取りできる。
- 噴射圧力の調整で、異物やバリを選択的に除去できる。
2. 高圧洗浄・バリ取りの原理
(1) 噴射衝撃力
高圧ポンプで発生した高圧水は、切り換え弁や高圧配管などを通り、最終的にノズルより噴射されます。この時、ジェット噴流により発生する破壊力は、次の式により理論的に求められます。
F=ρ・Q・V ・・・(1)
F:破壊力
ρ:密度(kg/m3)=1,000kg/m3(水の場合)
Q:流量(m3/sec)
V:噴流の平均速度(m/sec)
また流量Qは、ノズルの断面積Aと流速Vの積で示されます。
Q=A・V ・・・(2)
(2)式を(1)式に代入して
F=ρAV2
となります。すなわち破壊力Fは、流速の2乗に比例することとなり、大きい破壊力を得るためには、流速を大きくすれば良いことがわかります。
ここで流速Vは、
V=√(2×106P/ρ) =45√P
P:ノズル口における噴流の動圧(MPa)
以上により、流速を大きくするにはジェット噴流の噴射圧力を高くすれば良いことになります。
すなわちジェット噴流の圧力が高いほど、破壊力が大きくなります。
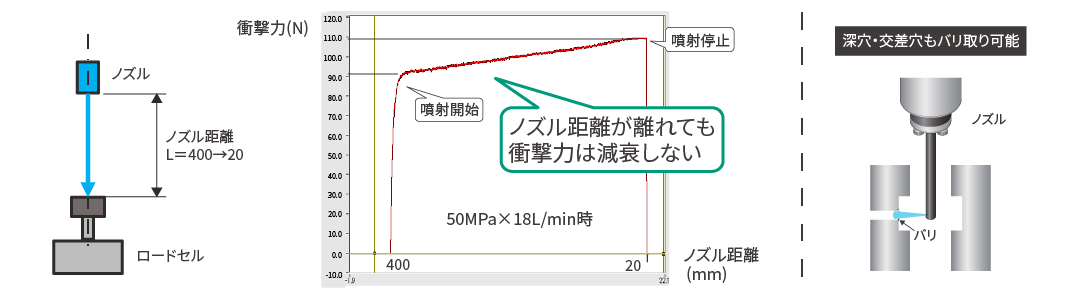
また、高圧水を気中噴射した場合、ジェットの主要領域において、ノズル噴射口からある一定区間は圧力の減衰が認められないことが理論と実験からわかっています。100mm以内ではほとんど減衰せず、400mm離れても20%程度の減少です。この性質を利用することで、加工ツールが届かないような深穴や交差穴に対しても、洗浄・バリ取りを行うことが可能です。
(2) 破壊機構
航空機の機体先端のレーダドームやプロペラのエッジが、空中の水滴に高速で衝突することより、エロ―ジョン(壊食)を起こすという現象があります。このように高圧高速のウォータージェットには秘められたパワーが存在し、その破壊機構の主な要因は次のように説明できます。
- 動圧
ジェット噴流の衝突により加工物に及ぶ応力が、加工物の破壊強度以上になった場合に破壊を発生させる現象で、破壊要因の中でも最大のものである。 - 噴流の脈動負荷
ジェット噴流が加工物に断続的に衝突した場合に、表面に噴流の負荷による残留ひずみが蓄積され、破壊現象が促進される。 - 水塊による衝撃力
ジェット噴流の水塊部分が断続的に当たるため、衝撃力となって破壊を促進する。 - キャビテーション現象
ジェット噴流が加工物に衝突すると、衝突面の凹凸によって大気圧を基準に圧力変動が生じてキャビテーション現象に似た現象を起こし、蒸気泡の崩壊圧で衝突面が壊食される。 - 水クサビ効果
流体に満たされた状態でジェット噴流を噴射した場合に、ひび割れ部に入り込んだ噴流がその反作用で、ジェット軸の直角方向に加工物の破壊面を押し広げようとする。
3. 高圧洗浄の圧倒的な切粉除去能力
高圧洗浄が最も効果を発揮するのは、タップ穴や油穴、ウォータージャケット穴などからの切粉除去です。高圧であるため噴射流速が速く、穴の内部や奥底まで確実に高圧水が届きます。低圧洗浄の場合は、対象の穴に入っている切粉や自ら噴射して溜まっている水自体が抵抗となり、奥まで水が届かないことで洗浄不良が発生します。高圧水の場合は、その圧倒的な威力でそれらを気にすることなく除去が可能です。
電気自動車のインバータケースや油圧のマニホールドのように、短サイクルタイムが求められ、かつ多数のタップ穴がある部品は、高圧洗浄が特に有効です。次々に流れてくる部品を完璧に洗浄することで、ライン停止や製品不良を防ぎ、生産現場の生産効率向上に貢献しています。
4. 高圧水中洗浄(U-jet)
高圧水中洗浄とは、水中噴射で生じるキャビテーションとジェットの衝突力を併用した洗浄方法です。当社では高圧水中洗浄をU-Jet(ユージェット)と称しています。
(1) キャビテーション洗浄
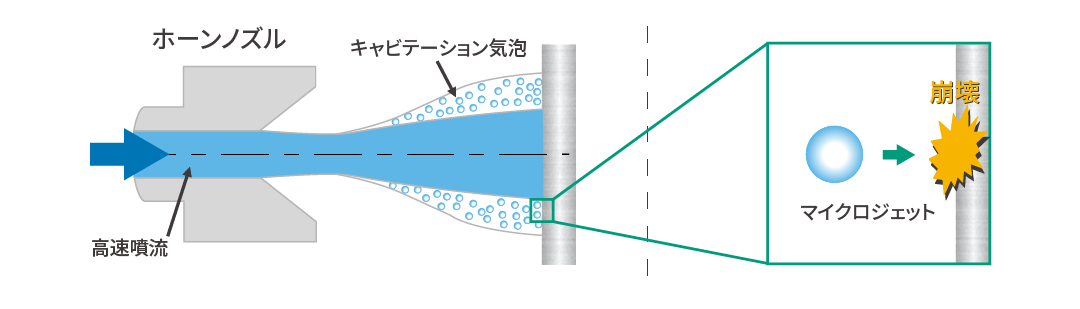
キャビテーションとは、液体が高速で流れることによって圧力が低下して、気泡が生じる現象のことです。高圧水中洗浄では、ジェット噴流と周囲の水の間で渦が生じ、渦の中心部は圧力が低下してキャビテーションが発生します。
キャビテーションが発生すると、液体内部で気泡(クラウド)が生じ、発生した気泡は下流に流され、周囲の圧力が高くなると瞬時に押しつぶされます。その時に生じる数万気圧と言われる衝撃圧が、激しい騒音を発生させ、ジェット下流にある物体表面に衝撃を与えます。この衝撃力を、洗浄・バリ取りに利用します。
(2) ホーンノズル
ノズル出口がテーパ形状になっており、キャビテーションの発生を促進するノズルです。高圧水中洗浄ではこのホーンノズルを使用します。
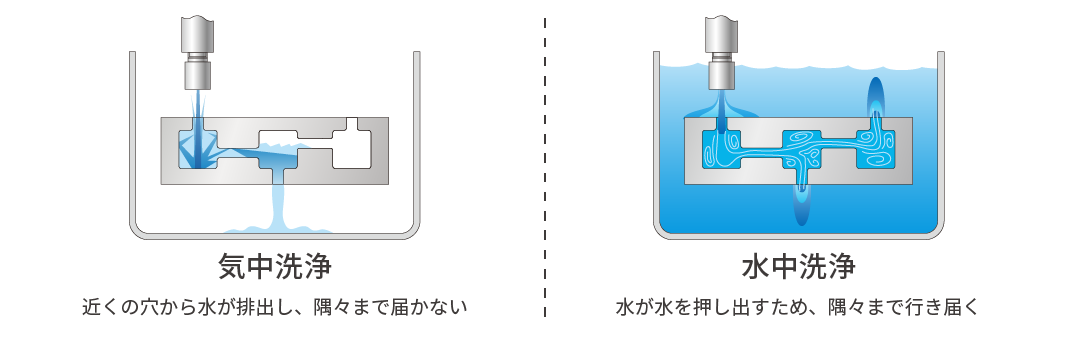
(3) 水中を均等に伝わる力・噴流
気中洗浄では、高圧水が衝突する範囲でしか高い洗浄効果が得られないのに対して、水中洗浄では洗浄対象内部の入り組んだ箇所にも渦流が発生します。また、パスカルの原理で力が均等に伝わるため、作動油や潤滑油が通るような回路穴や、冷却用ウォータージャケットのような複雑内部形状のワークも、くまなく洗浄することができます。
5. 高圧バリ取り洗浄
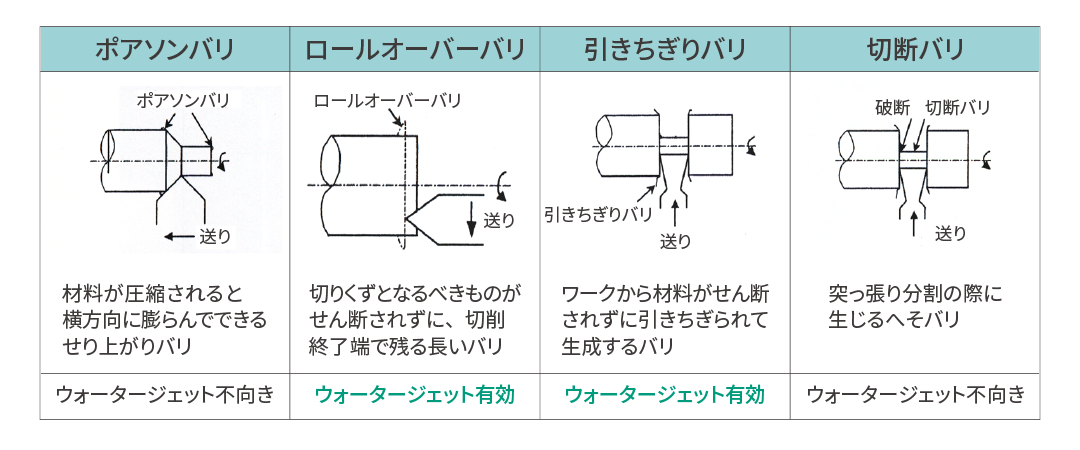
ウォータージェットによるバリ取りの一番の特長は、ノズルからの噴射距離が離れても衝撃力が減衰しにくい性質を利用して、深穴や交差穴のバリ取りが簡単に行える点です。通常は加工ツールが届かない・届きにくい場所も、高圧水は容易にアクセスできます。対象とするバリ取りは、材質によりますがバリ厚さ0.05mm以下の微細なバリであり、引きちぎりバリやロールオーバーバリの除去に適しています。
ワークの材質や、バリの種類・形状によって必要になる洗浄圧力は異なります。予備試験により最適条件を見つける必要があります。当社では最高245MPaの噴射圧力で評価試験が可能です。
6. 高圧水によるバリ取り事例
高圧水によるバリ取り事例をまとめています。リンク先のページでご確認ください。
最適な洗浄方法を見つけるために
スギノマシンでは、最高245MPaの高圧水による洗浄・バリ取りテストが可能な、充実したテスト環境をご用意しております。詳しくはリンク先の案内をご確認いただき、まずはお気軽にご相談ください。