【技術コラム】フローティング加工とは【ロボットバリ取り#01】

金属部品の加工時にできる突起を「バリ」と呼び、このバリを除去することを「バリ取り」と言います。人手不足への対応や生産性向上、危険作業の廃止などを目的に自動化のニーズが高まっています。
手作業で行っているバリ取りをマシニングセンタやロボットで自動化しようとすると、狙い通りのバリ取りができない場合があります。
原因として、切削工具の摩耗によるバリの大きさ・形状の変化、ワーク寸法のばらつき、ワーク固定時の取付け誤差などが挙げられます。このようなバリ取りの自動化に立ちはだかる問題を解決するのが、「フローティング加工」です。
今回はバリ取りのフローティング加工及びフローティング機構について詳しく解説します。
フローティング加工とは?
フローティング加工とは、スプリングや圧縮エアを用いて工具を一定圧力でワークに押し付けながらワーク形状にならわせる事で、ワークの削れ過ぎやバリの取り残しを防ぐ加工方法です。
フローティング機構
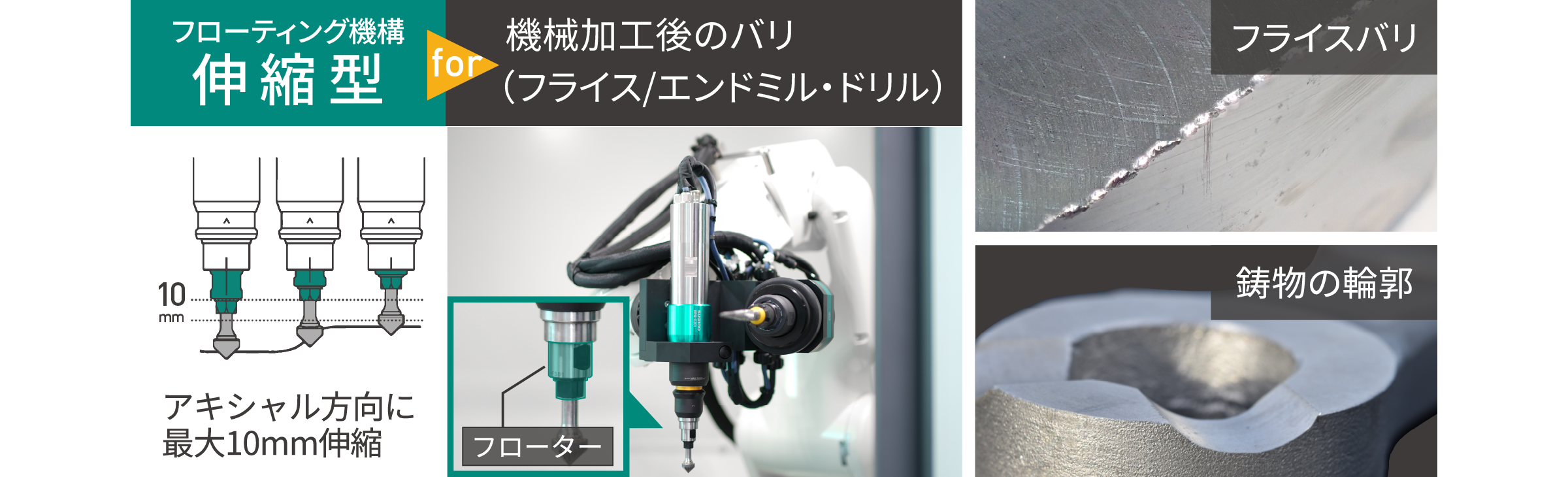
伸縮型
フローティング機構
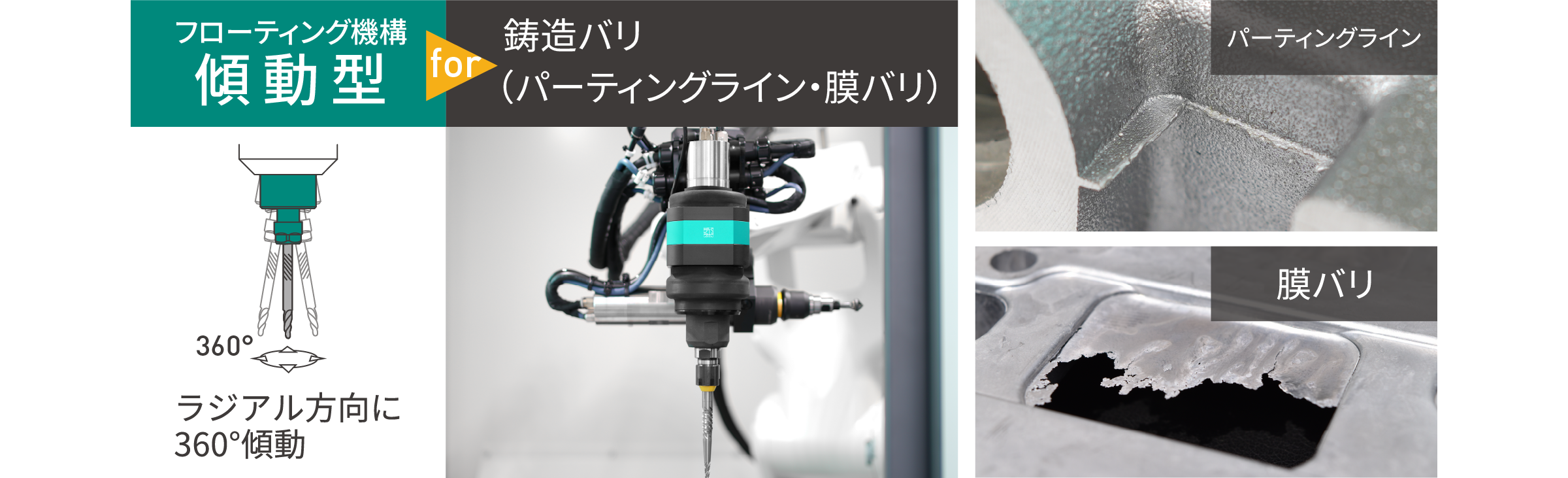
傾動型
フローティング機構を搭載したアタッチメント
ツールホルダやスピンドルモータに内蔵されたり、独立したユニットになる場合もあります。


フローティング機構の種類
■ 伸縮型
伸縮型は、Z方向に伸縮する機構です。ワークのエッジに発生するバリ取りに適していて、鋳物の輪郭や機械加工後のバリ取りで多く使用されます。

■ 傾動(けいどう)型
傾動型は、工具が傾くことでワークにならいます。
ワークのエッジよりも、「面」に発生する突起やバリに適しています。アルミダイキャストのパーティングライン除去等で多く使用され、主にロボットでのバリ取りに適しています。
フローティング加工に適した工具
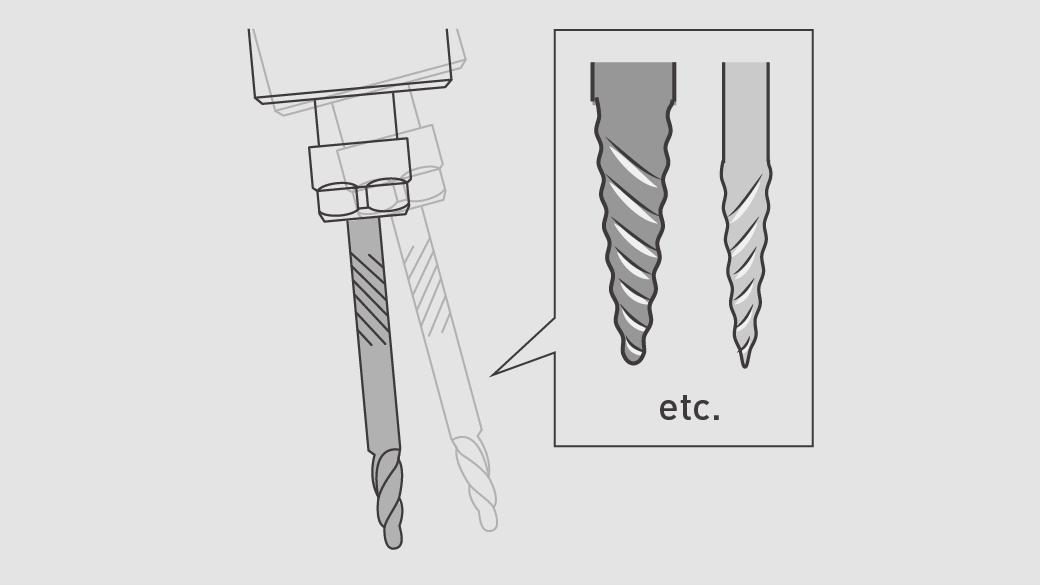
伸縮型に適した工具
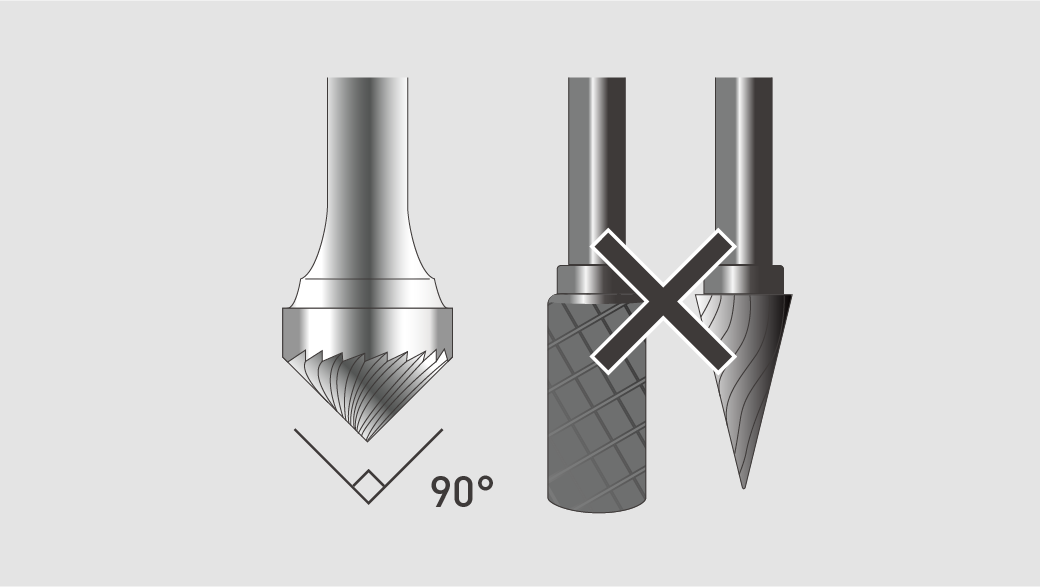
カッター:先端の角度は90°を推奨
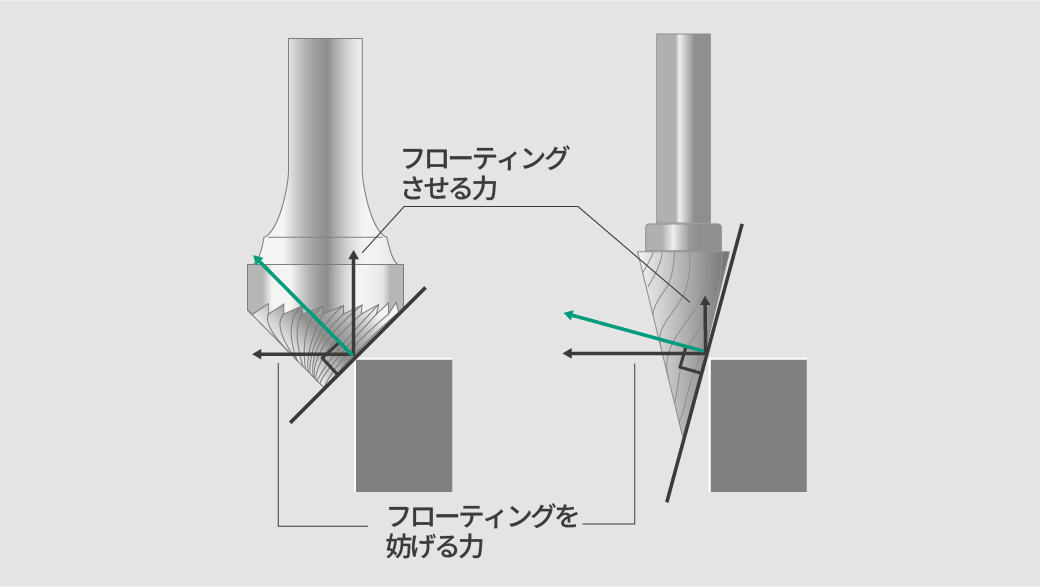
先端開き角が90°の円錐型超硬ロータリーバーが適しています。
鋭角なカッターを使用すると、フローティングを妨げる力が働いて、工具の寿命が短くなります。
カッター:刃数は多い方が良い
フローティング加工には刃数が多いカッターが適しています。
刃数が少ないと、仕上がり面が悪化します。

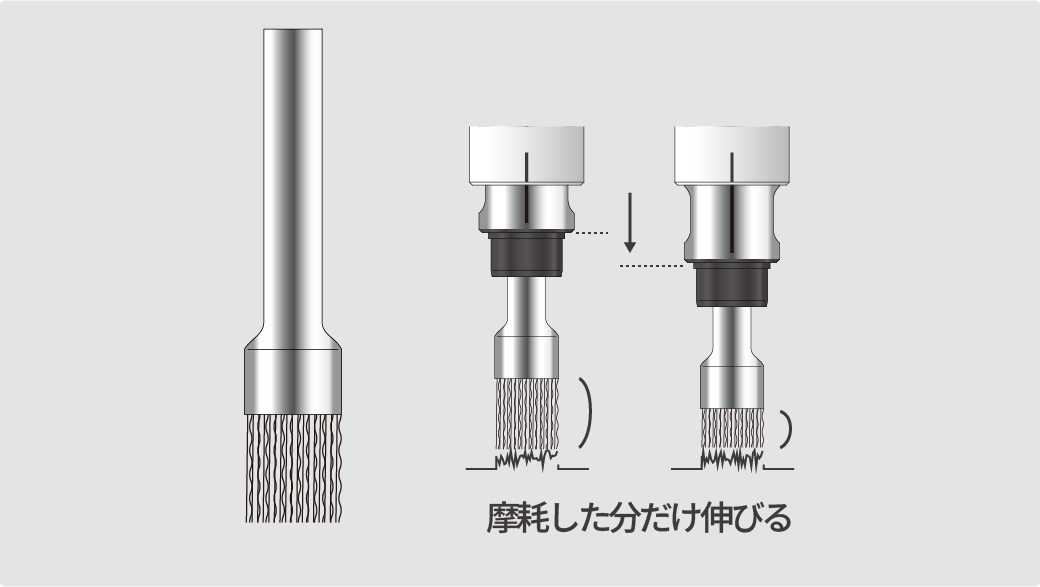
ブラシ:毛先に切削力がある方が良い
バリの厚みが0.15mm未満の場合、ブラシを使ってもバリ取りすることができます。
フローティング機構によって摩耗した分だけ先端が伸びるため、安定したバリ取り加工が可能となります。
傾動型に適した工具
傾動型に適した工具は、特殊な形状になります。詳しくはお問い合わせください。
フローティング加工のメリット
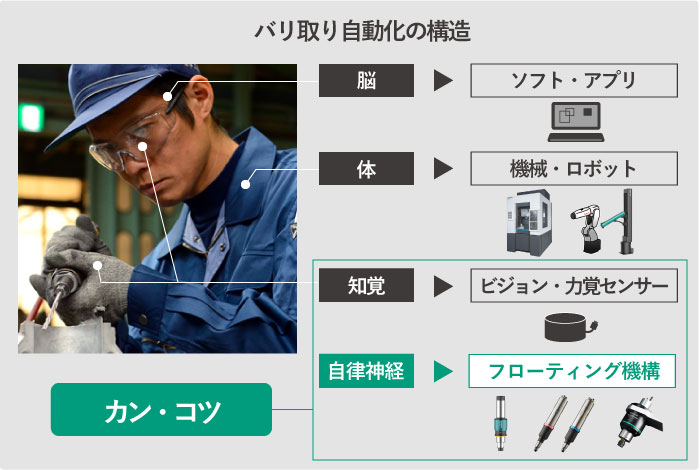
人間のカン、コツを担う自律神経のような役割
バリ取りの機械化で最大の問題は、カン、コツ、判断を何が担うかという問題です。ビジョンカメラ、各種センサーやソフトウェアは人の知覚や脳に当たる部分ですが、人間のように曖昧な情報を処理することができません。
また、情報をインプットして演算してアウトプットして機械を動かすという複数の工程を経なければならないため、高速加工が求められるバリ取りではスピードの観点からも不十分です。
フローティング機構は、人が意識できない領域で働く、言わば自律神経のような役割を持ちます。曖昧な情報をダイレクトに受け取りリアクションさせることで、センサーとソフトだけでは達成できない高速バリ取りを実現します。
バリ取りの高速化には必須
驚くべきスピードで、かつ正確にバリ取りを行っている人の姿をよく見かけます。ところが、機械化すると途端に遅くなるのがバリ取りの特徴です。品質を安定させるには、先述のような問題(ばらつきや曖昧な情報処理)があるため、工具や機械保護の観点から高速化を困難にさせます。
しかしながら、元々高速で行っているバリ取り工程に許される時間は多くありません。
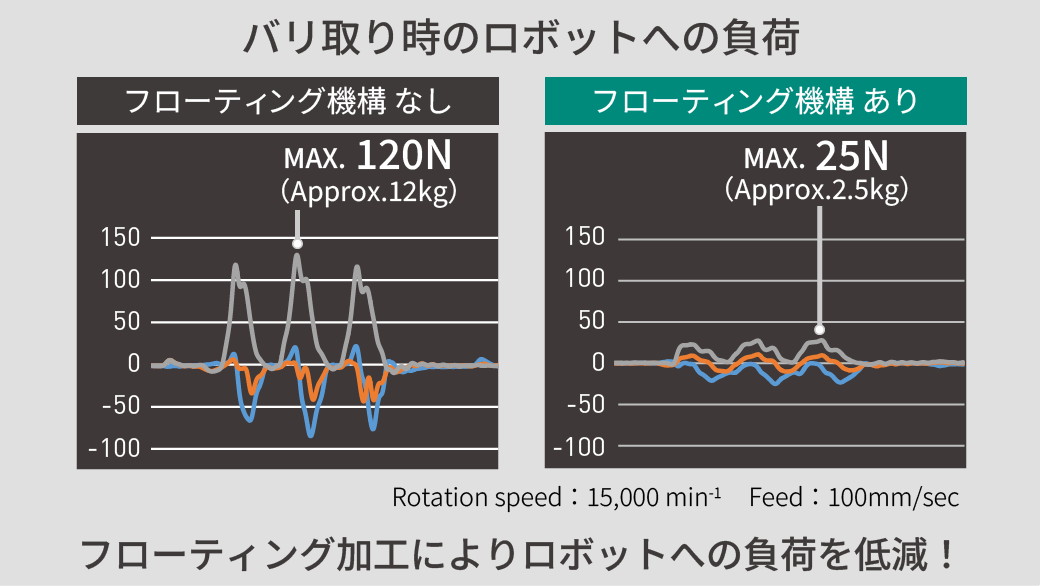
フローティング機構は工具を常に一定圧力でワークに押し付けることで衝撃を吸収しながら加工できます。
ワークと機械の相対的な位置変化やバリの大きさの変化が発生しても負荷や衝撃が大きくなることはないので、高速バリ取り加工が可能となります。
小型多関節ロボットが加工機になる
多関節ロボットは搬送や非接触作業の自動化に広く使われますが、金属加工のように剛性を必要とする作業には不向きです。(必要以上に大型化する)
上記の通りフローティング機構があればロボットへの負荷や衝撃を和らげる事ができるため、剛性の低い小型多関節ロボットでもバリ取りの自動化が実現できます。
また、フローティング機構にはティーチング作業の軽減、軌跡の不正確さを補う効果もあり、ロボットバリ取りと非常に相性が良いと言えます。

フローティング加工の仕組み
フローティング加工で、どのように工具がワーク形状にならい、ワークの削れ過ぎやバリの取り残しを防止することができるのか、解説します。
伸縮型で工具がワークに追従する仕組み
縦方向にフローティングする伸縮型ですが、高さ(Z)方向だけでなく、横(XY)方向でもワークにならいます。
高さ方向(Z方向)
ワークと工具の高さ方向の距離が変化しても、伸縮するフローティング機構により、工具がワークにならいます。
横方向(XY方向)
ワークと工具の横方向の距離が変化しても、フローティング機構の伸縮により、工具がワークにならいます。
ただし、工具とワークの接触位置が変化するため、追従できる距離は工具のサイズに依存します。
傾動型で工具がワークに追従する仕組み
傾動型は、360°傾動する機構が、ロボットティーチングのように自由な方向からのアプローチに対して、工具とワークが当たる箇所でクッションの役割を果たします。
進化版フローティング加工「SMOOTH REACTIVE」

「SMOOTH REACTIVE」とは、バリ取り研究所「デバラボ」 の研究により確立したフローティング加工の進化版です。
SMOOTH REACTIVEの効果
削り量が安定する
バリ取り加工の寸法管理が可能に
工具の寿命が延びる
刃具交換コストの低減
コンパクトなのに鉄も対応
鉄系ワークでも装置が小型になる
無駄に削りすぎない
削りすぎによる不具合が発生し難い
シミュレータ通り結果に
デジタル業務へのトランスフォームが可能に
バリ取りの自動化でお困りではありませんか?
株式会社スギノマシンでは、バリ取り加工用のツールホルダおよびスピンドルモータユニットを開発・製造・販売しています。長年にわたる工作機械やツールの開発に裏付けられた技術力と、バリ取りの自動化に取り組んできたノウハウを活かして、製造現場の生産性向上を全力でお手伝いします。