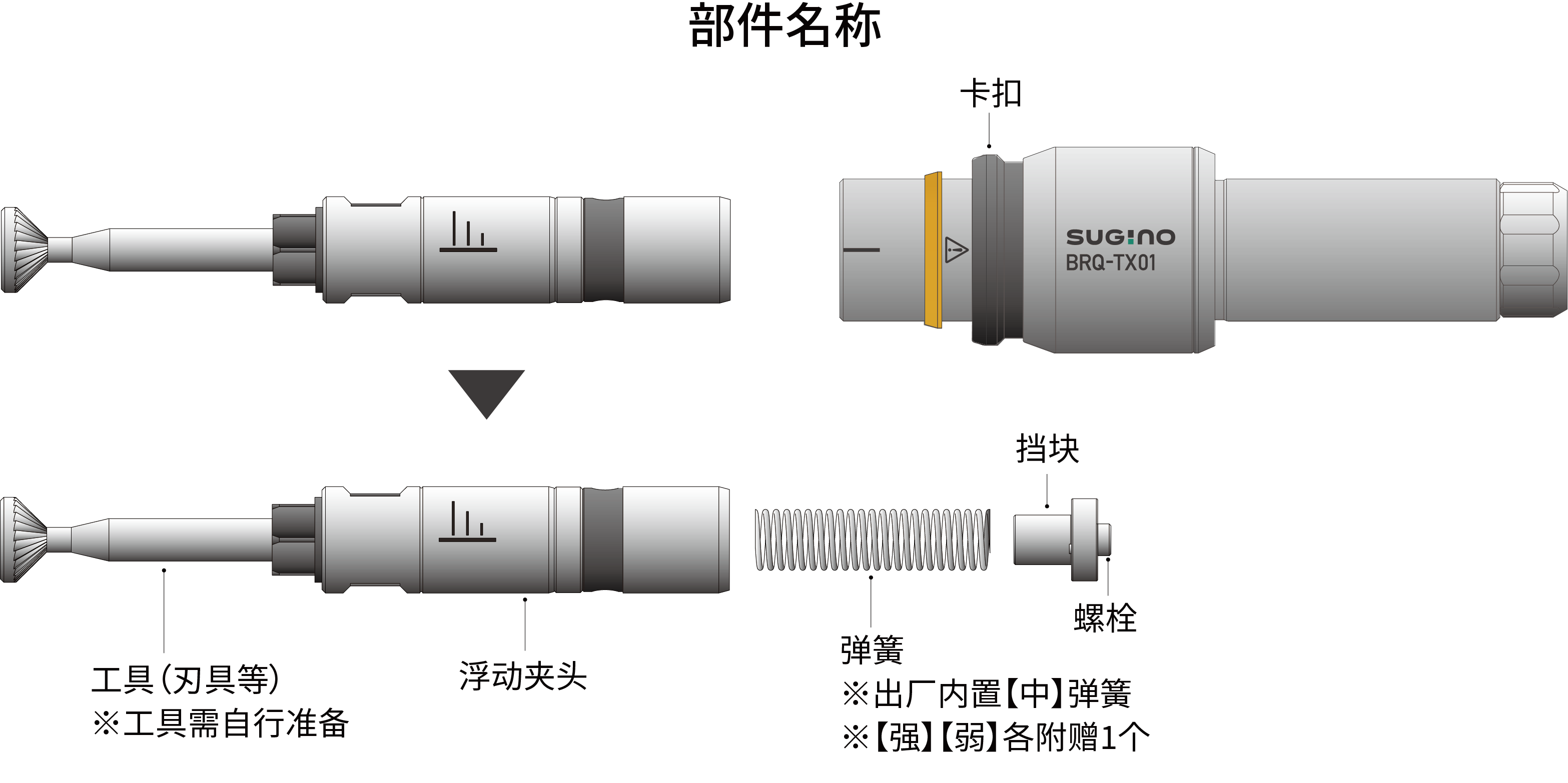
说明书 BARRIQUAN [ C-FSB01 ]

搭载浮动机构的去毛刺刀柄「BARRIQUAN BRQ-TX01」之内毛刺快换夹头说明书
1. 注意事項
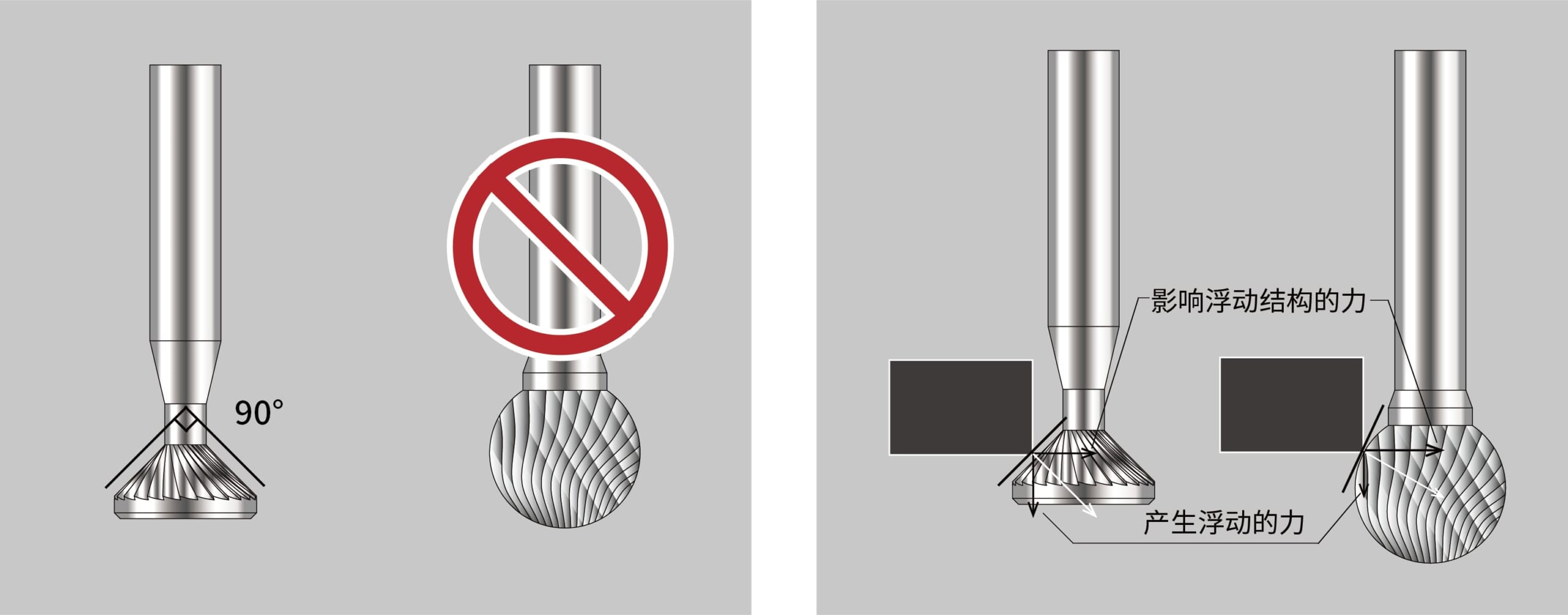
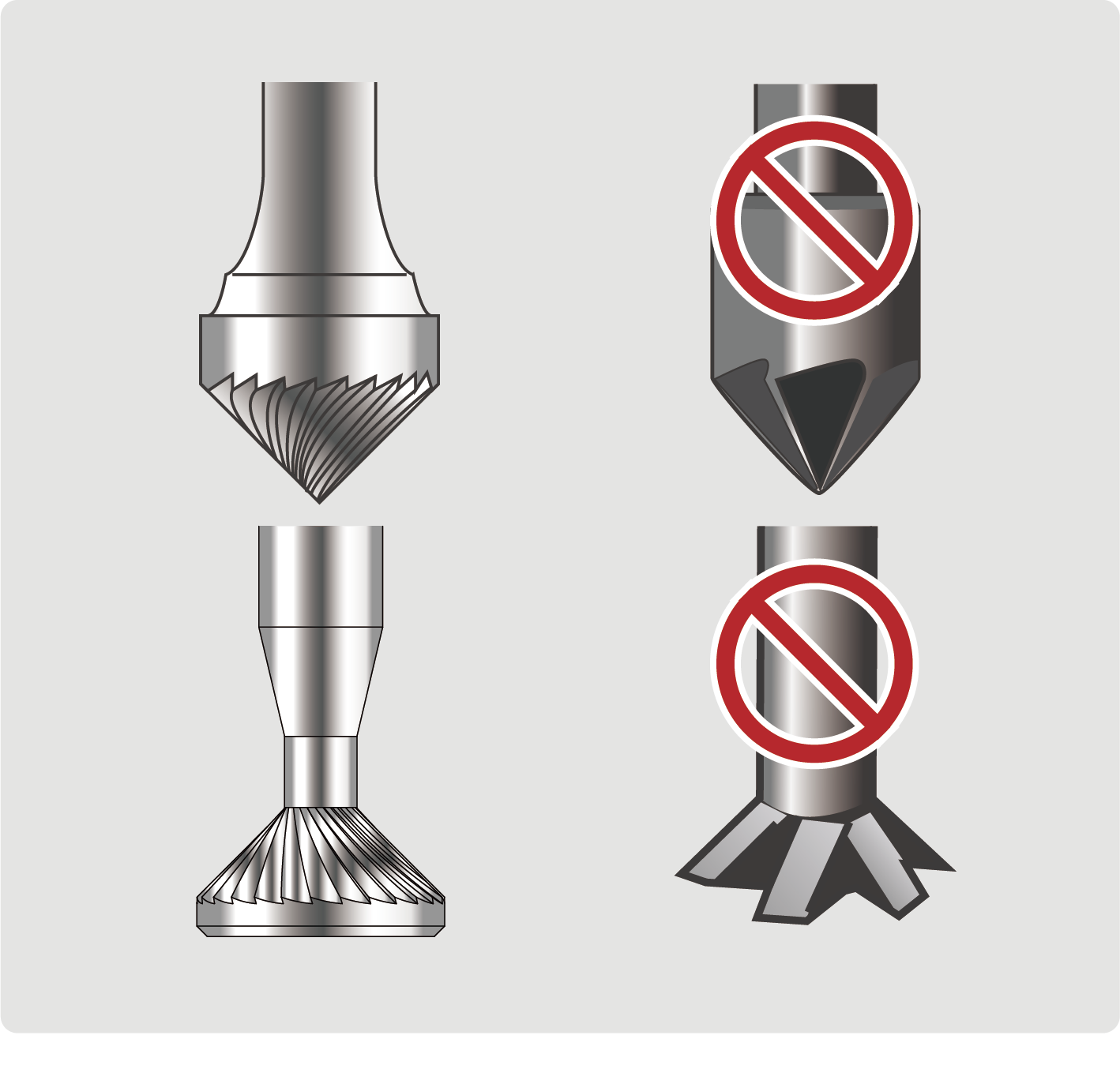
2.工具選定
刃具:推荐开角90°
开角90°的锥形硬质合金旋转锉刀最佳。
球状锉刀使用时,可能会阻碍浮动功能实现,致使工具寿命降低。
刃具:刃数越多越好
浮动加工时刃数多的刀具适合。刃数少的话加工出来的面更粗糙。
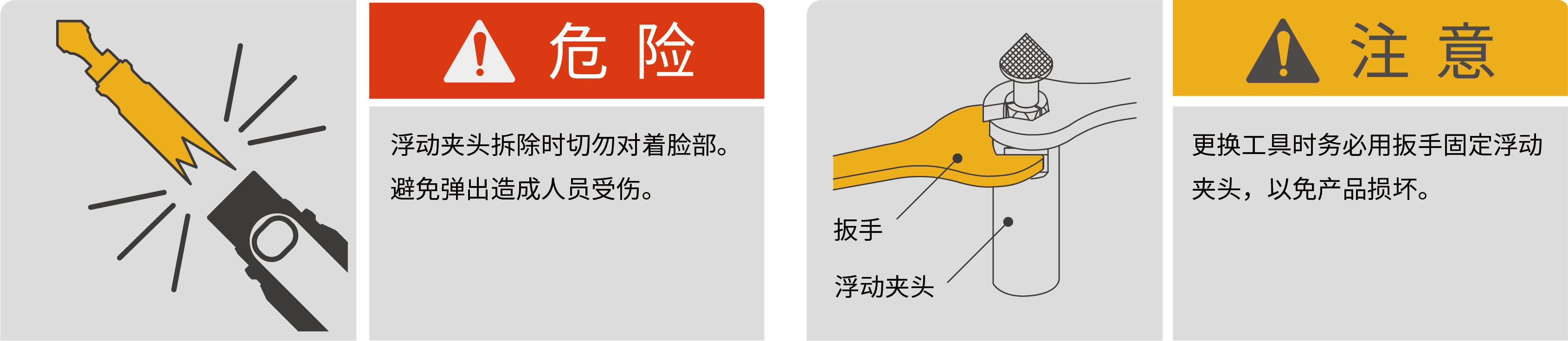
3.工具更换方法
1.从刀柄上拆下浮动夹头
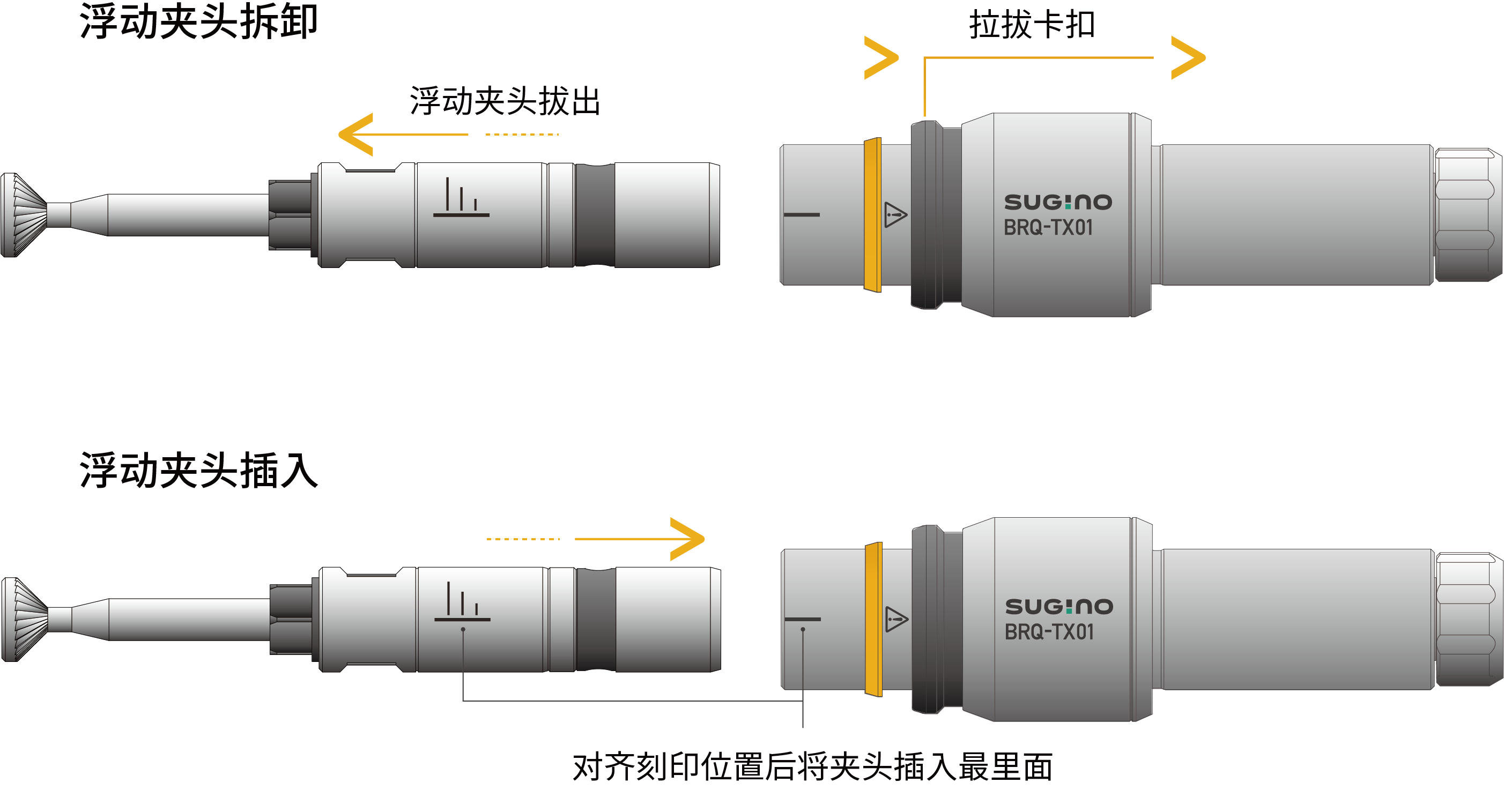
2.浮动夹头上更换刃具
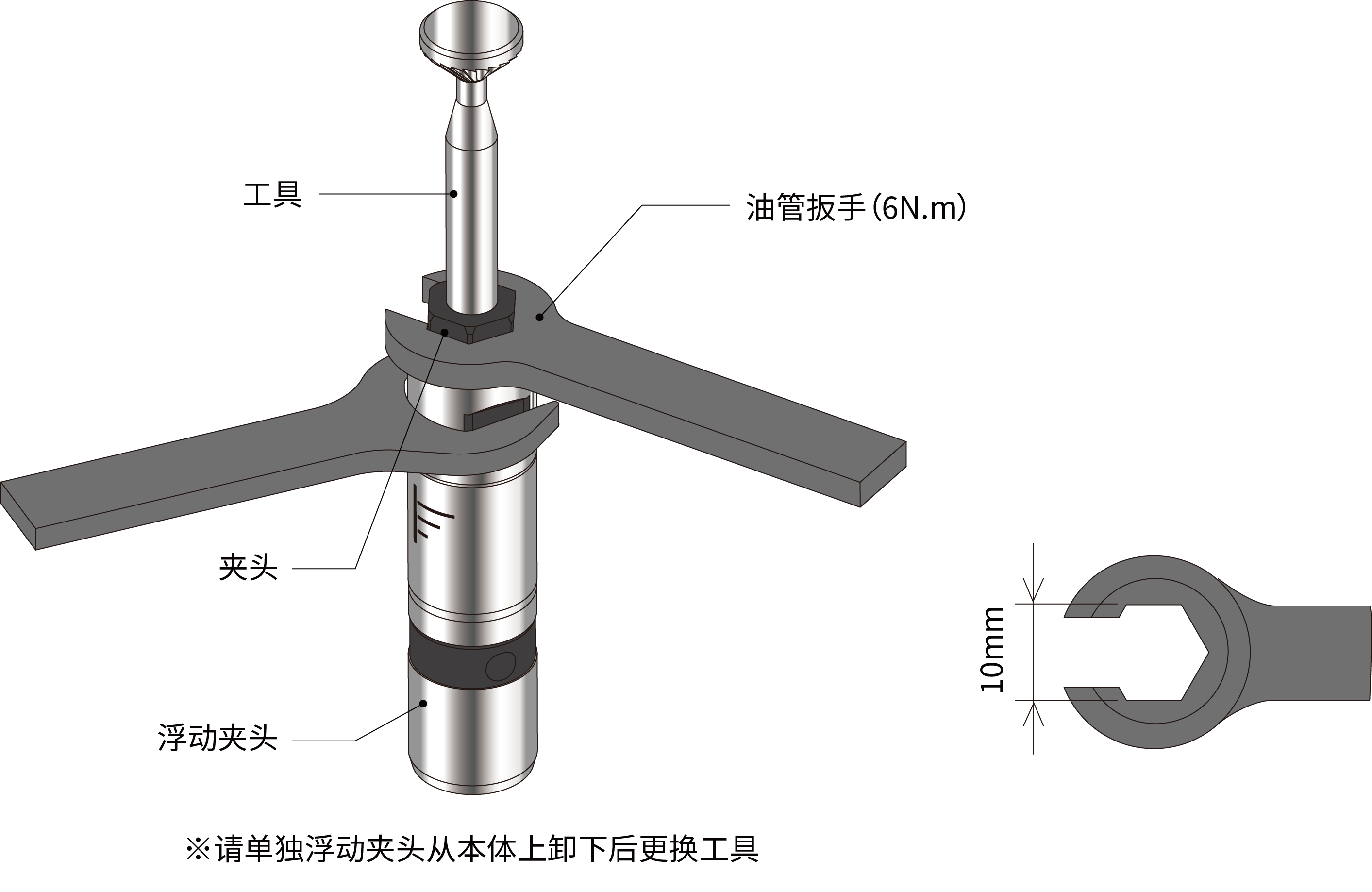
CAUTION
- 更换刃具时最好选用3点支撑的油管扳手。
- 2点支撑的扳手可能会导致刃具偏芯,在加工时跳动而影响加工效果。
- 使安装φ6夹头时(油管扳手规格10、13)。
- 夹头锁紧扭矩为6N・m。
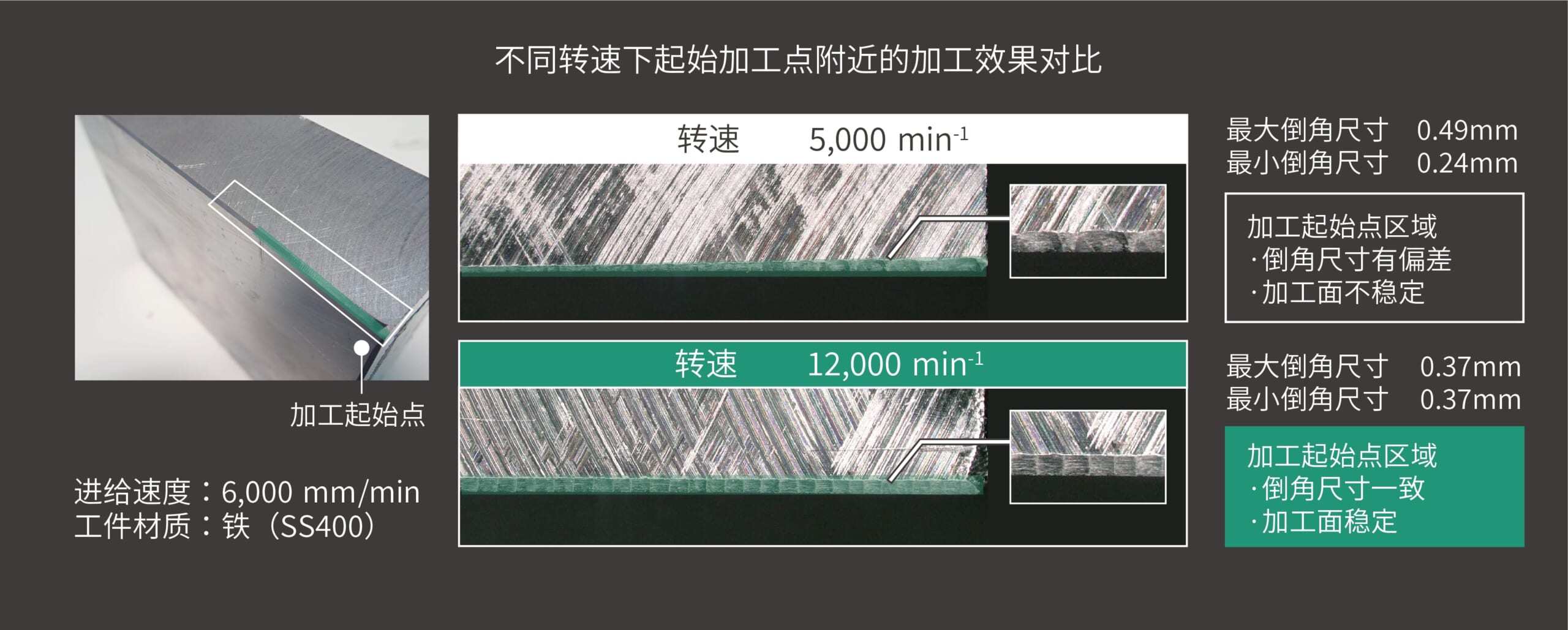
4.转速和进给的设定
转速使用范围为2,000~12,000 min-1.
浮动加工时的起始点附件可能会产生加工不稳定问题,高转速可有效控制这个问题发生。
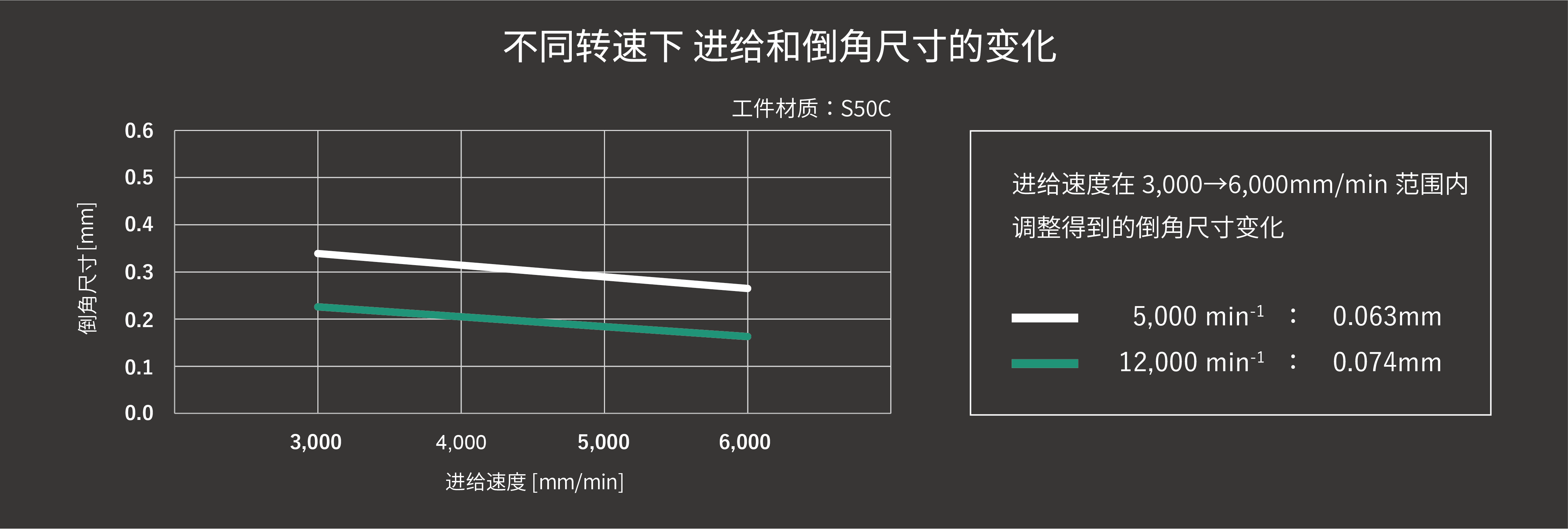
快速进给来缩短节拍时间
伸缩型的浮动加工时,转速和进给比例约为1:0.3~0.6。
允许转速越高,进给可以越快来提升加工效率。
另外需要注意,转速越高,进给快慢影响的毛刺去除量变化越小。
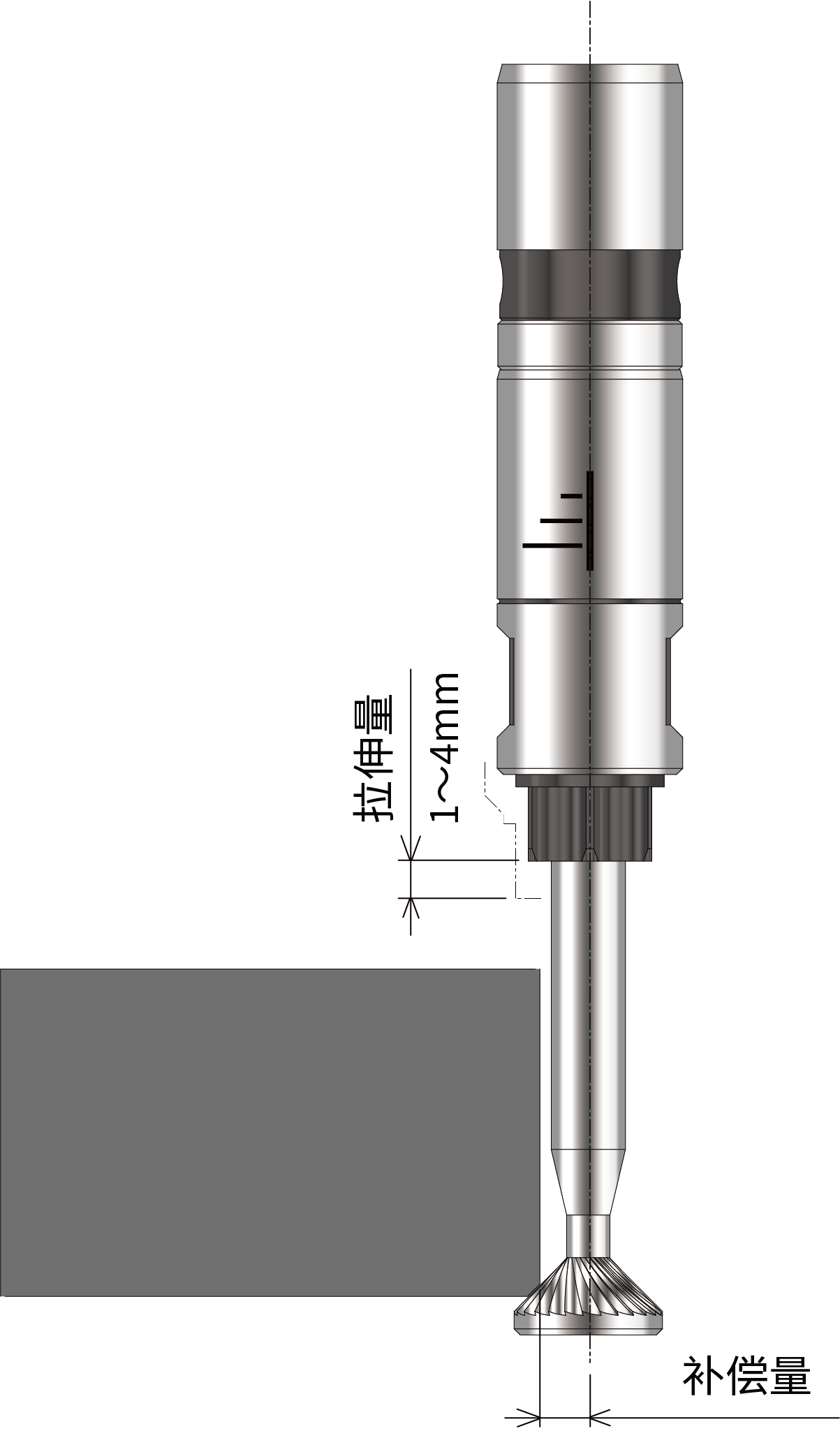
5.补偿量和下压量的设定
切入点以我司速技能旋转锉C-BF01为例,大约为4.5mm的位置。
拉出量设定约为1~4mm为宜。
6.加工参数参考值
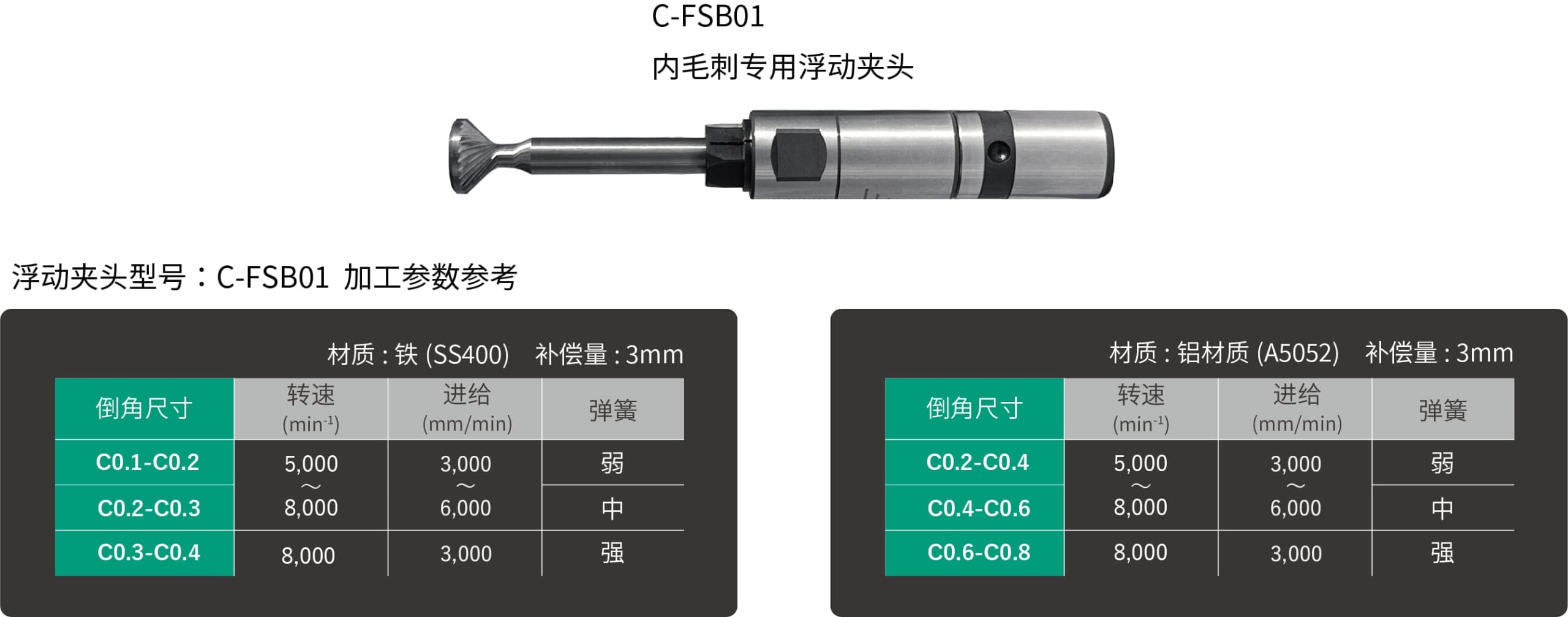
铁系材料的最小倒角尺寸约0.1mm,最大约为0.4mm。
非铁系材料(铝A5052等)倒角尺寸最小约为0.2mm,最大约为0.8mm。
相较而言,软的材料倒角尺寸会变大。
安装工具的精度差异导致的振刀,会使倒角尺寸变大。
如果想倒角尺寸变小的话,头部跳动尽量控制在0.01mm/rev以内。
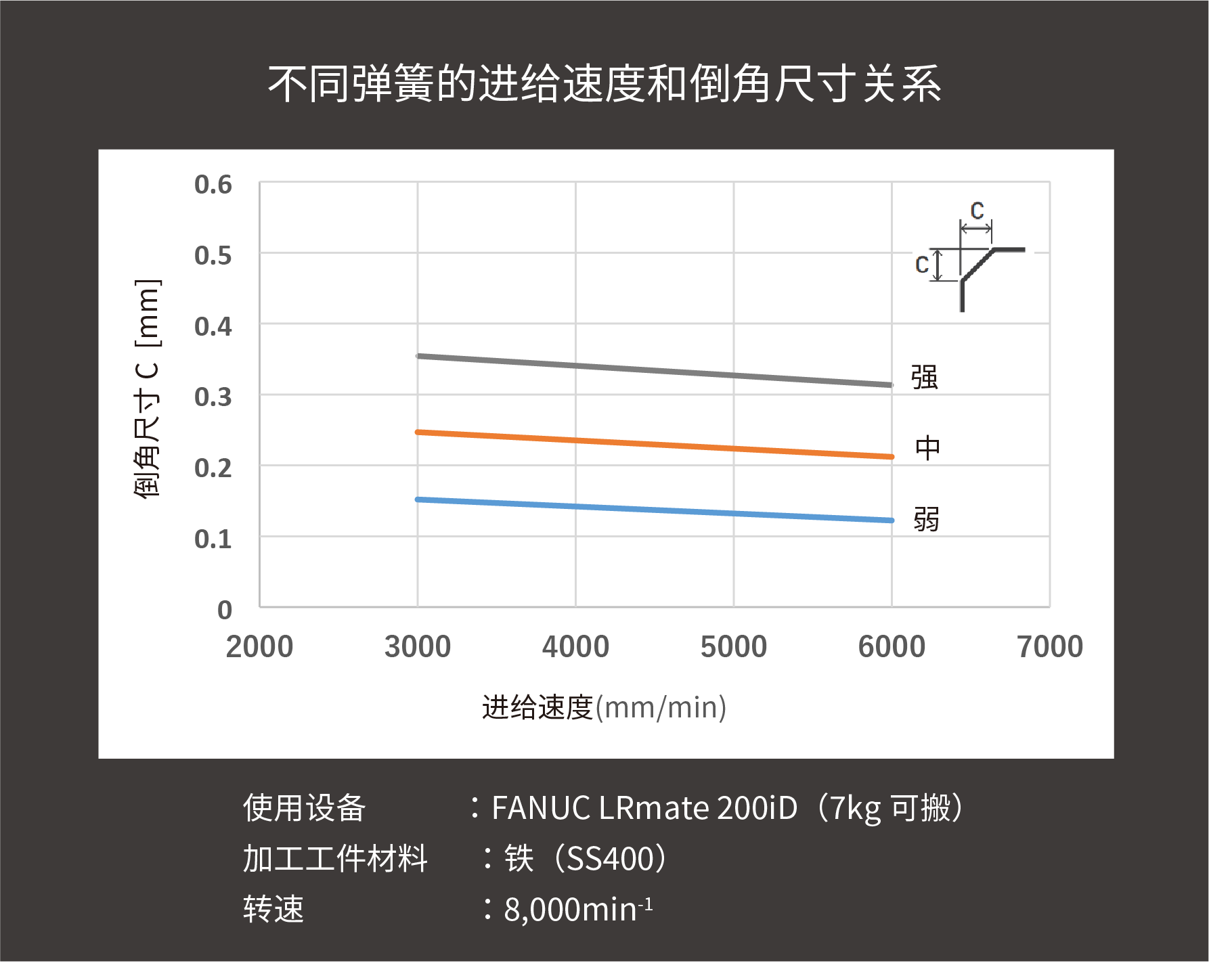
7.按压力(加工压力)的设定
首先浮动夹头(C-FSB01)建议先使用[中]强度弹簧来加工测试。
如果想要倒角变大,换弹簧(强)进行加工。
如果想要倒角变小,换弹簧(弱)进行加工。
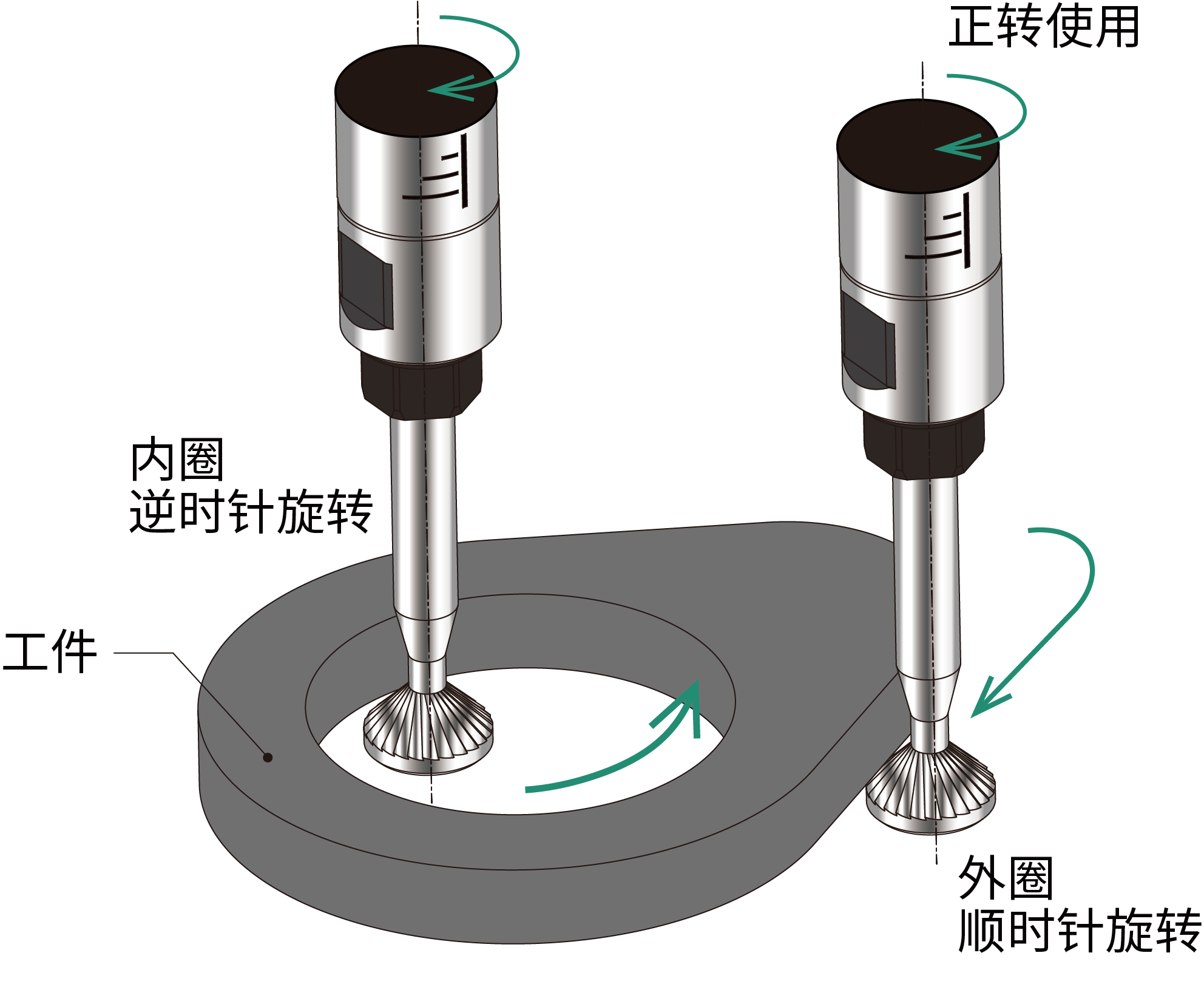
8.走刀方向的设定
外圈顺时针方向,内圈逆时针方向走刀。
9.维护保养
1.刃具更换
刃具磨损时切削力下降,需要更换新的刃具。
2.浮动夹头更换
拉拔卡扣便可拆卸浮动夹头
这样的快换设计大大减少了更换时间和提升便捷性
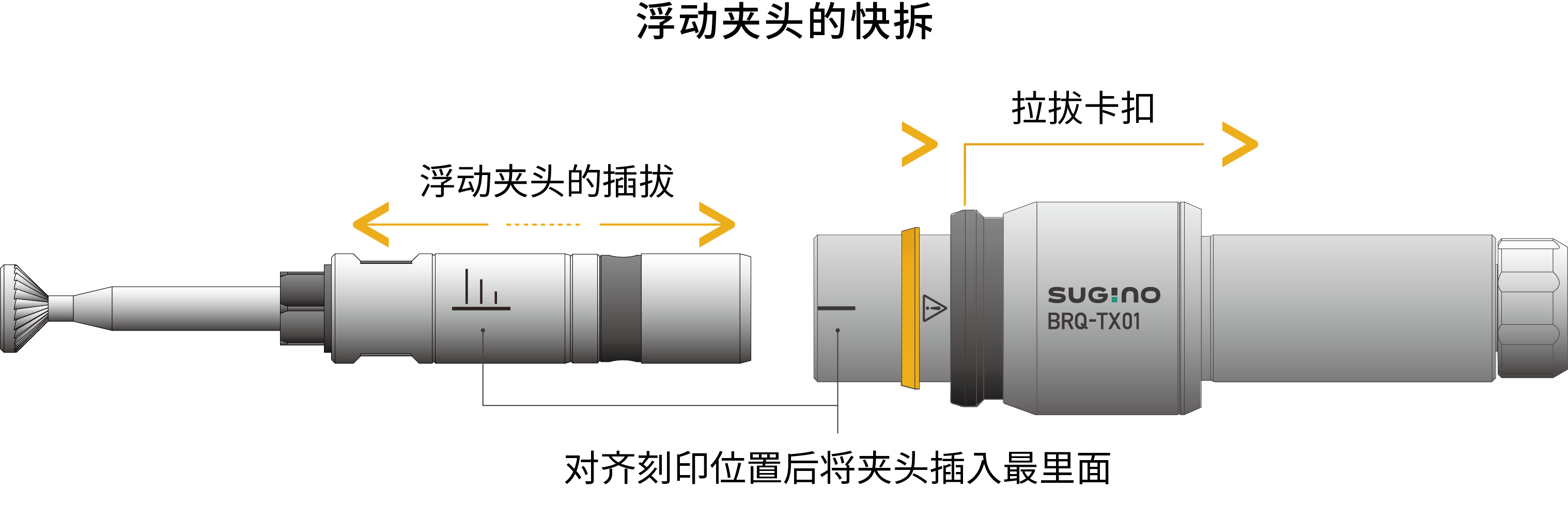
无需工具即可日常清洗保养。方便维护的同时,提升工具使用寿命。
浮动夹头先端跳动0.03mm/rev以上时需要更换。
浮动价头有明显划痕和压痕时建议更换。
CAUTION
- 锁紧夹头时超过6N・m时可能会使夹头变形,影响加工。变形需要更换夹头
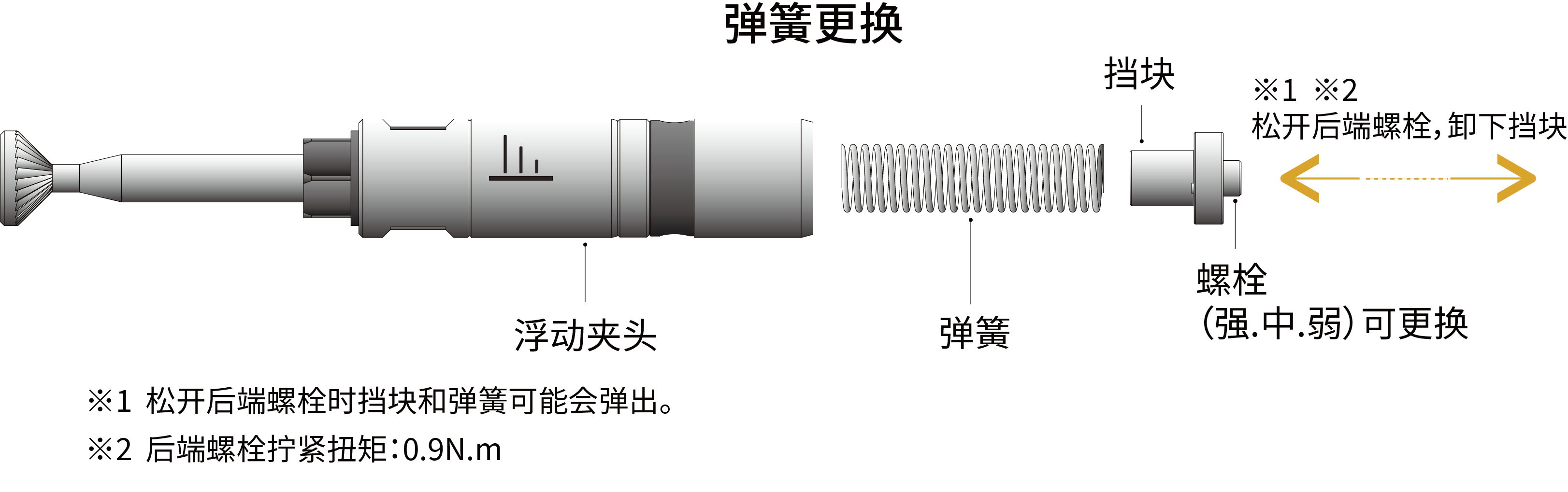
3.弹簧的更换
每10万次加工后推荐更换弹簧。
长期使用下弹簧压力会减弱。